


Настройка рабочего смещения на фрезерном станке с ЧПУ Hermle UWF 851 с управлением Sinumerik
В этой статье кратко описан весь процесс настройки рабочего смещения на фрезерном станке с ЧПУ Hermle UWF 851 с ЧПУ Siemens Sinumerik.

Фрезерный станок с ЧПУ Hermle UWF 851 с ЧПУ SINUMERIK 810
Зажмите заготовку в тисках глубиной от 5 до 10 мм.
Подготовка фрезы
Затяните (зажмите) фрезу Ø 12 мм в держателе инструмента, используя приспособление для затягивания держателя инструмента.
Возьмите тот же держатель инструмента в левую руку и нажмите кнопку смены инструмента, чтобы открыть механизм смены инструмента, расположенный с правой стороны головка фрезерного станка с ЧПУ.
Поместите держатель инструмента в головку станка и нажмите вверх, а другой рукой нажмите кнопку смены инструмента закрытия рядом с кнопкой смены инструмента.
Выберите Jog Mod и нажмите> (кнопка «Следующая страница»), чтобы найти страницу Over Store. Выберите страницу Over Store.
Введите S =450 (скорость rmp) и M =03 (вращение по часовой стрелке).
Нажмите кнопку запуска цикла. Шпиндель начнет вращаться.
Выберите инкрементный мод. В этом моде для использования маховика можно установить 1 (0,001 мм), 10 (0,01 мм) и 100 (0,1 мм) калибровок.
Оси, такие как X, Y, Z, C- оси могут быть выбраны из области клавиатуры.
Настройка рабочего смещения по оси X
Выберите калибровку 100 (0,1) и нажмите X, чтобы активировать ось X для перемещения.
Используйте маховик, чтобы переместить резак ближе к заданию со стороны, показанной на рисунке ниже (ось X).
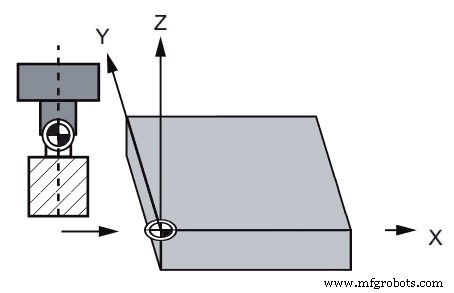
Настройка рабочего смещения по оси X
Придайте фрезе некоторую глубину (5–10 мм).
Теперь снова переместитесь по оси X и, когда вы подойдете достаточно близко, чтобы не было видно зазора между вашей работой и фрезой, уменьшите калибровку Incremental Mod до 10 ( 0,01 мм), поместите лист бумаги между резаком и заданием.
Двигайтесь медленно, в какой-то момент ваша бумага будет резаться, теперь остановитесь на этом, это значение положения оси, которое требуется для настройки смещения.
Ввод значения по оси X в поле смещения нуля
Перенесите страницу «Смещение нуля» на экран управления ЧПУ, нажав вкладку «Данные настройки», а затем вкладку «Смещение нуля».
Поместите значение оси X, полученное на предыдущем шаге, в «Смещение нуля» (G54 X =………… …….).
Настройка рабочего смещения по оси Y
Выберите 100 (0,1 мм) инкрементальный мод. Выберите ось Z, чтобы поднять фрезу вверх.
Выберите ось Y, чтобы переместить фрезу в сторону, показанную на рисунке ниже.
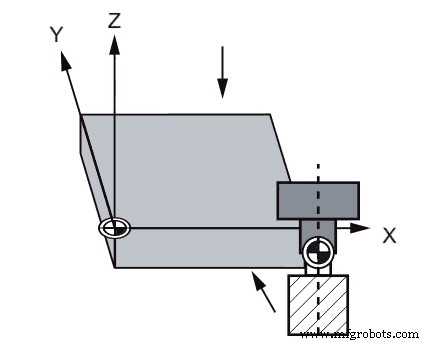
Настройка рабочего смещения по оси Y
Выберите ось Z, чтобы задать глубину фрезы 5–10 мм.
Выберите ось Y, чтобы приблизиться к заданию.
Когда вы достаточно приблизитесь, чтобы не было видно зазора между заданием и резака, уменьшите калибровку Incremental Mod до 10 (0,01 мм), поместите лист бумаги между резаком и заданием.
Двигайтесь медленно, в какой-то момент ваша бумага обрежется. Теперь это положение оси Y, которое будет использоваться для настройки смещения нуля.
Ввод значения по оси Y в поле "Смещение нуля"
Нажмите вкладку «Настройка данных», а затем вкладку «Смещение нуля», чтобы открыть страницу «Смещение нуля». Теперь введите значение по оси Y, взятое на предыдущем шаге, с помощью
Поместите значение в поле «Смещение нуля» (G54 Y =………………… ).
Теперь выберите 100 (0,1 мм) Incremental Mod. Выберите ось Z, чтобы поднять фрезу вверх.
Еще не закончено…
После завершения вышеуказанной процедуры, когда ваша программа будет работать в автоматическом режиме, ваш резак начнет (G00 X0 Y0) работу в точке, показанной ниже, что неверно.
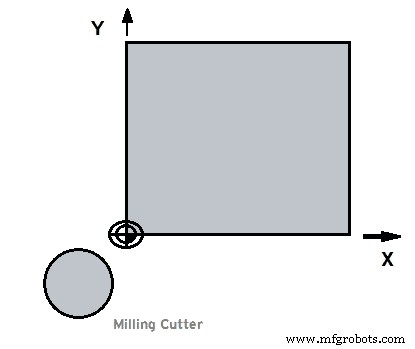
Неправильное положение инструмента настройки рабочего смещения
Последний шаг
Мы хотим, чтобы резак начинался в средней точке, точно в верхней точке начала задания, где встречаются две стороны (значения которых измерены выше).
Поскольку это правильная точка, откуда берутся все размеры компонента. рассчитано, см. рисунок.
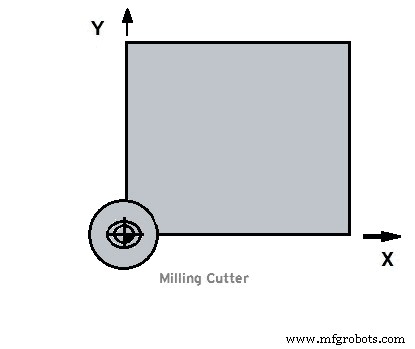
Рабочее смещение Установка правильного положения инструмента
Чтобы скорректировать положение фрезы, мы вычтем Радиус фрезы, который равен 6 мм (поскольку наша фреза имеет диаметр 12 мм) от оси X и добавим 6 мм к оси Y в значениях Zero Offset X, Y.
Станок с ЧПУ
- Система управления SIEMENS 808D Фрезерный станок с ЧПУ по дереву Запуск станка с резервной датой
- Зачем иметь дело с механическим цехом с расточной станкой с ЧПУ?
- Что такое расточной станок с ЧПУ и как он работает?
- Контроль качества при обработке с ЧПУ
- Токарный станок с ЧПУ
- Зачем возиться с фрезерным станком с ЧПУ?
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control
- Программирование ЧПУ Sinumerik 840D
- Как настроить коррекцию инструмента – SINUMERIK 808D Turning
- М-коды Haas Mill