


Цикл нарезания резьбы Haas G76, многократный проход
Цикл нарезания резьбы Haas G76 можно использовать для наружной резьбы, внутренней резьбы, прямой резьбы, конической резьбы.
С циклом нарезания резьбы Haas G76 программист может легко управлять несколькими проходами по длине резьбы.
Характер нагрузки и износа инструмента можно контролировать с помощью P-кода. P-код может указывать, с какой стороны инструмент
режет, и сколько материала будет разрезано.
Приложения цикла нарезания резьбы Haas G76
Цикл нарезания резьбы Hass G76 можно использовать для,
- Нарезание внутренней резьбы (нарезание внутренней резьбы).
- Нарезание наружной резьбы (нарезка наружной резьбы).
- Прямая резьба.
- Коническая резьба.
Цикл нарезания резьбы Haas G76
Формат цикла нарезания резьбы Haas G76
215
Параметры
X – абсолютное положение по оси X, максимальный диаметр резьбы (дополнительно).
Z – абсолютное положение по оси Z, максимальная длина резьбы (дополнительно).
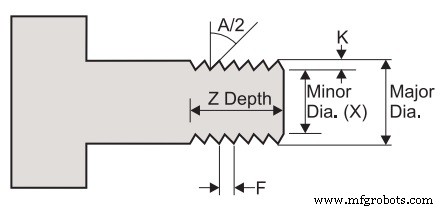
K – высота резьбы, определяет глубину резьбы, размер радиуса. .
D — глубина резания при первом проходе.
A — угол вершины инструмента (значение:от 0 до 120 градусов).
F(E) — скорость подачи, шаг резьбы.
U – шаг приращения по оси X, от начала до максимального диаметра глубины резьбы (необязательно).
W – шаг приращения по оси Z, от начала до максимальной длины резьбы (дополнительно).
I – величина конусности резьбы, радиус мера (необязательно).
P – Обработка одной кромки (постоянная нагрузка) (необязательно).
Q – Угол начала резьбы (не используйте десятичную точку) (необязательно).
Настройки машины
Параметр 95 — Размер фаски резьбы.
Настройка 96 — Угол фаски резьбы.
Настройка 86 — Припуск на чистовую обработку резьбы.
М-код
M23 – снятие фаски ВКЛ.
M24 – снятие фаски ВЫКЛ.
Объяснение параметров цикла нарезания резьбы Haas G76
K – высота резьбы
Высота резьбы определяется как расстояние от вершины резьбы до основания резьбы.
Расчетная глубина резьбы (K) будет равна значению K за вычетом припуска на чистовую обработку (настройка 86, Припуск на шероховатость) и есть эта сумма.
D — глубина резания при первом проходе
Глубина первого надреза резьбы указана в D. Глубина последнего надреза резьбы регулируется настройкой 86.
Фаска резьбы
В конце резьбы выполняется необязательная фаска.
Размер и угол фаски управляются настройкой 95 (размер фаски резьбы) и настройкой 96 (угол фаски резьбы).
P — резка одной кромки (постоянная нагрузка) (необязательно)
Доступны четыре варианта многозаходной резьбы G76
- P1:Резка одной кромкой, величина резания постоянна.
- P2:двухсторонняя резка, величина резания постоянна.
- P3:Резка одной кромкой, глубина резания постоянна.
- P4:Двусторонняя резка, глубина резания постоянная.
Станок с ЧПУ
- Цикл многопоточности G76 — помимо основ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Нарезание конической резьбы с помощью цикла нарезания резьбы Fanuc G76
- Таблица рекомендуемых проходов подачи потока
- Цикл резьбы Fanuc G76 для чайников
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Цикл нарезания резьбы G76 Формат одной строки для Fanuc 10/11/15T
- Нарезание конусной резьбы с циклом нарезания резьбы G92
- Постоянный цикл нарезания резьбы Mach3 Turn G76
- Как полностью контролировать число проходов и глубину резания в цикле нарезания резьбы G76