


Что такое бесцентровое шлифование? В чем разница между процессом центрированного и бесцентрового шлифования?
Все мы знаем о шлифовании и наверняка когда-либо видели, где требуется высокообработанная поверхность. Шлифование – это вид механической обработки, который осуществляется с помощью абразивов. Если говорить о бесцентровом шлифовании, то что-то ясно из его названия, что этот тип шлифования не имеет какого-либо фиксированного центра, то есть бесцентровое шлифование не имеет приспособления для размещения и фиксации заготовки в фиксированном положении.Это также тип процесса обработки, который используется для обеспечить гладкую поверхность заготовки.
Бесцентровое шлифование:
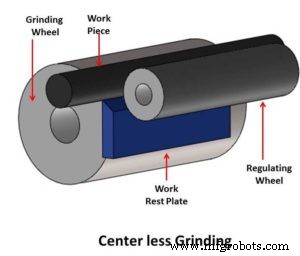
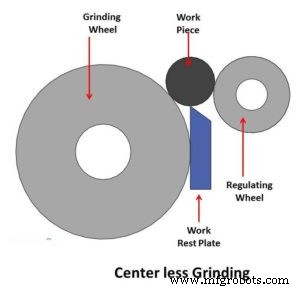
В центре менее шлифованная заготовка не снабжена фиксированным центром или каким-либо патроном. Заготовка вращается между двумя роликами; оба колеса вращаются в одном направлении с разными скорость.Один круг известен как шлифовальный круг, а другой известен как регулирующий круг.Заготовка не снабжена каким-либо приспособлением для перемещения, и регулирующий круг обеспечивает движение заготовки.Шлифовка заготовки выполняется между двумя вращающимися круги Регулирующий круг имеет резиновое соединение и оказывает боковое давление на заготовку, чтобы избежать заедания Относительная скорость между шлифовальным кругом и регулирующим кругом отвечает за удаление материала за счет действия сдвига Шлифовальный круг вращается вокруг фиксированной оси и имеет более высокую угловую скорость по сравнению с заготовкой, за обработку отвечает только шлифовальный круг, регулирующий круг только прикладывает внешнее давление для правильного шлифования, обеспечивает линейную подачу к рабочему элементу. Регулирующий круг не закреплен на своей оси, он подвижен, так что должен поддерживаться надлежащий контакт между заготовкой и шлифовальным кругом. Заготовка размещается над неподвижной опорной плитой, а шлифовальный круг вместе с регулирующим кругом обеспечивает регулировку положения заготовки.
Бесцентровое шлифование можно разделить на два типа:внешнее бесцентровое шлифование и внутреннее бесцентровое шлифование. Мы знакомы с наружным шлифованием, которое используется для чистовой обработки внешней поверхности заготовок. но внутреннее безцентровое шлифование имеет некоторые специальные применения, такие как шлифование отверстий для валов и другие внутренние отделочные операции.Настройка внутреннего безцентрового шлифования довольно сложна по сравнению с наружным бесцентровым шлифованием.
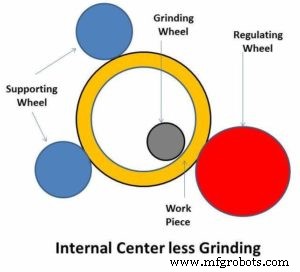
Он имеет четыре вращающихся колеса, которые известны как колесо прижимного ролика, колесо опорной роли, регулирующее колесо и шлифовальный круг. Шлифовальный круг остается внутри заготовки, поскольку это операция внутреннего шлифования, тогда как три колеса вращаются снаружи заготовки. Колесо прижимного ролика оказывает равномерное давление снаружи, а опорное колесо поддерживает заготовку во время шлифования. Функция регулирующего колеса такая же, как указано выше.
Разница между центральным и бесцентровым шлифованием :
Основная цель обоих типов измельчения одинакова, но процесс отличается. Оба процесса имеют свои собственные применения, преимущества и недостатки. На основе рабочих операций ниже приведены некоторые различия между центровое и бесцентровое шлифование.
| Шлифование по центру | Бесцентровое шлифование | |
| 1. | В центре шлифовальная заготовка имеет фиксированный центр | В центре менее шлифованные детали не имеют фиксированного положения центра. |
| 2. | Заготовка удерживается между двумя центрами в патроне и имеет прямую ось с осью патрона. | Заготовка помещается между двумя вращающимися колесами для операций обработки, как указано выше. |
| 3. | Заготовка вращается с помощью передней бабки станка, но в некоторых случаях заготовка может быть неподвижной, только вращается шлифовальный круг. | В центре менее шлифованная заготовка вращается с помощью регулирующего круга и только шлифовального круга. |
| 4. | Заготовка удерживается в неподвижных губках, поэтому загрузка и выгрузка заготовки достаточно сложный и трудоемкий процесс. | В этом случае загрузка и выгрузка заготовки очень просты и требуют меньше времени по сравнению с операцией центрового шлифования, благодаря этому сокращается время настройки. |
| 5. | Это не очень экономично для массового производства по сравнению с бесцентровым шлифованием. | Подходит и очень экономичен для массового производства. |
| 6. | Используя центральное шлифование, любая форма и размер заготовки могут быть обработаны с большей точностью и чистотой. | С безцентровым шлифованием обрабатываются только заготовки цилиндрической формы. Он не может обрабатывать плоские поверхности. |
Это все о бесцентровом шлифовании. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт для более информативных статей. Спасибо, что прочитали это.
Производственный процесс
- В чем разница между облаком и виртуализацией?
- В чем разница между датчиком и датчиком?
- В чем разница между FRP и стекловолокном?
- В чем разница между винтами и болтами?
- В чем разница между фланцами FF и RF?
- В чем разница между медной бронзой и латунью?
- В чем разница между TS и HSS?
- В чем разница между бесцентровым и круглым шлифованием?
- Введение в вальцешлифовальные станки с ЧПУ:что это такое и как они работают?
- Разница между традиционным и нетрадиционным процессом обработки