


Бассейн
<час />
Фон
Самым распространенным типом бассейнов, выпускаемых под землю, на рынке сегодня является бетонный бассейн. Несмотря на то, что на рынке представлено большое количество промышленных бассейнов (бетонных, стекловолоконных и виниловых), бетонные бассейны составляют 60% бассейнов, строящихся сегодня. Бетонные бассейны предлагают безграничные возможности по форме, конфигурации и особенностям спа. Участок раскопок укреплен сталью и обеспечивает прочную опору для бассейнов любой формы и размера. Бассейны из стекловолокна производятся на заводе, а сборный бассейн прибывает в пункт назначения и устанавливается на ранее раскопанном участке. Бассейны из стекловолокна составляют 7% рынка и имеют ограниченное разнообразие доступных форм. Бассейны с виниловой облицовкой прибывают в комплекте с завершением строительства на месте и составляют 33% рынка бассейнов. После того, как настил будет закончен, укладывается виниловая подкладка по индивидуальному заказу, а затем конструкция заполняется водой. Ранее ограничивались только геометрическими рисунками, теперь доступны варианты произвольной формы.
При проектировании и производстве сборных надземных бассейнов стоимость изготовления продолжает оставаться серьезной проблемой. Бассейны должны изготавливаться различных стилей и размеров, чтобы соответствовать требованиям заказчика к доступному пространству, а количество компонентов, необходимых для производства, довольно велико. Конструкции, которые могут включать эту гибкость и сокращать необходимый инвентарь, требуемый для размещения различных размеров и структур, начали прибывать на рынок производства наземных бассейнов, создавая более простые системы для монтажа без ущерба для стабильности.
Надземные бассейны имеют внешнюю стену из механически обработанной конструкции из листового металла, имеющую непрерывную круглую или овальную форму. Опорные или усиливающие стойки расположены по периметру бассейна и служат для усиления и удержания стенки бассейна в желаемом положении. Обычно эти узлы стоек составляют различные компоненты, которые могут включать в себя верхние и нижние направляющие для зацепления и покрытия верхнего и нижнего краев металлической стенки бассейна, пластинчатые соединители некоторой формы, которые служат для установки вертикальных стоек в нужное положение и которые также могут быть используется для закрепления участков выступов вокруг верхней части стенки бассейна. Для завершения сборки стойки обычно прикрепляют какую-либо форму крышки.
Надземные бассейны состоят из боковой стенки, водонепроницаемого покрытия и рамы или надстройки для поддержки и усиления боковой стенки. Сборка рамы обычно включает нижнюю направляющую и верхнюю направляющую, к которым прикреплена боковая стенка бассейна. Лайнер прикреплен к внутренней поверхности боковой стенки бассейна по верхнему краю.
История
Плавание как организованная деятельность восходит к 2500 <малому> до нашей эры. в Древнем Египте. Настоящие бассейны были изобретены в <маленьком> первом веке до нашей эры. римлянами. В Риме и Греции плавание было частью обучения мальчиков. Многие римские бассейны также обогревались водой, отводимой по трубам из природных источников. Изысканные бани, построенные из мрамора и дорогой позолоты, были очень популярны среди элиты, но большинство людей продолжали купаться в озерах и реках. Эти бассейны для купания были предшественниками современных бассейнов.
В Европе многие люди воздерживаются от строительства бассейнов из-за опасений, что зараженные пловцы могут заразиться инфекциями. Европейцы создали свою первую плавательную организацию в 1837 году в Лондоне, где к тому времени уже было шесть закрытых бассейнов. Популярность бассейнов начала расти только после первых современных Олимпийских игр в 1896 году.
Сырье
Сырье для изготовления бассейнов состоит из поливинилхлорида (ПВХ), гальванизированной стали или металла, стекловолокна, бетона и пенополиуретана. Подходящие стальные стержни для армирования бетонного бассейна имеют размер от 0,38 дюйма (0,97 см) до 0,75 дюйма (1,9 см) в диаметре (эти значения меняются в зависимости от конструктивных требований проекта). Все трубопроводы, используемые для водопровода бассейна, состоят как минимум из ПВХ сортамента 40 или его эквивалента и должны иметь печать Американского общества испытаний и материалов (ASTM). Вкладыши обычно изготавливаются из пластика или аналогичных материалов.
Дизайн
Разнообразие дизайнов бассейнов отражает уникальные пространственные и экономические интересы потребителей. Бетонные бассейны самые гибкие, с возможностью создания любой формы и конфигурации. Бассейны с виниловой облицовкой превращаются в конструкции произвольной формы, которые могут включать в себя большее разнообразие вариантов дизайна с бассейнами из стекловолокна, имеющими самые строгие элементы дизайна (цельная конструкция, спроектированная на заводе). Завершены проектные чертежи, показывающие фактическую планировку бассейна, включая форму, высоту и размер. Инженер проводит анализ грунта и конструкции, помогая определить местоположение и оптимальный дизайн для установки бассейна.
Перед установкой проводится анализ почвы на всех поверхностях, чтобы обеспечить структурно прочный бассейн. В бассейне также должна быть система, которая обеспечивает циркуляцию воды от дна к поверхности, чтобы улучшить качество воды. Все бассейны должны иметь заземленную проводку и иметь автоматические выключатели, защищающие от короткого замыкания в системах подводного освещения.
Производственный
процесс
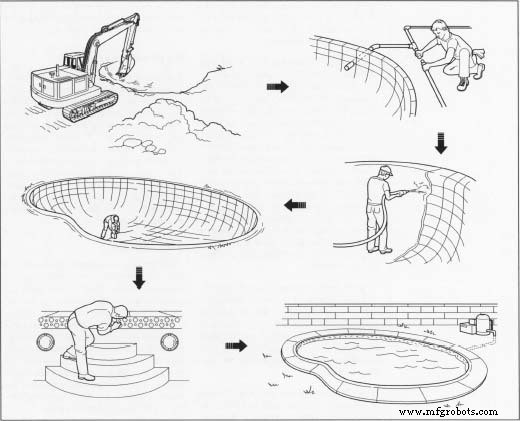
Ниже приводится процесс изготовления бетонного бассейна с виниловой облицовкой.
- Чертежи и проекты бассейна завершаются в качестве первого шага в процессе установки бассейна. После определения уровня залегания бассейна на участке производятся раскопки.
- Котлован находится на расстоянии 3 фута (91,4 см) от фактического размера бассейна, чтобы обеспечить рабочую зону вокруг бассейна. Сначала ставки забиваются в четыре угла бассейна. Колья размером 2 × 3 дюйма (5,1 × 7,6 см) заострены с одного конца. Затем забивают второй набор кольев, очерчивая область на 6 футов (1,8 м) больше, чем бассейн.
- Опытный рабочий с помощью бульдозера выкапывает землю на месте бассейна. Котлован должен быть ровным, чтобы использовался транзитный уровень. Во время раскопок для материала дна допускается 2 дюйма (5,1 см). Дно заглаживают песком, вермикулитом, цементом, затирочной смесью (песок и цемент) или каменной пылью. Дно должно иметь гладкую поверхность, так как именно здесь лежит лайнер. Размер трубы определяется путем расчета объема воды в бассейне и варьируется в зависимости от вместимости бассейна.
- Стена подземного бассейна сделана из непрерывного отрезка обработанного листового стекловолокна. Стены опускаются в котлован вручную, начиная с угловых участков. Последующие стеновые панели будут самонесущими по мере добавления каждой дополнительной панели. Их устанавливают в двух направлениях, размещая панели с прорезанными отверстиями для света и скиммера на своих местах.
- Стальной стержень, вбитый в отверстие в нижней части панели, фиксирует положение.
- Нижняя циркуляционная или основная сливная труба подсоединяется к всасывающей стороне насоса и двигателя. Две заглушки 1,5 дюйма (3,8 см) вставляются в нижнюю резьбу основного корпуса слива. Клейкая лента используется для закрытия слива, чтобы грязь и / или нижний слой не попали в прокладки или лицевую панель.
- Затем труба выкапывается под существующим уклоном и под панельной стеной. Маленький
 В зависимости от требований заказчика бассейны различаются по размеру, форме и дизайну. посередине заливается квадрат бетона для закрепления водостока на месте.
В зависимости от требований заказчика бассейны различаются по размеру, форме и дизайну. посередине заливается квадрат бетона для закрепления водостока на месте. - После установки магистрального водостока стены и углы повторно проверяются на ровность и прямоугольность. Бетонный воротник заливается по периметру бассейна у основания стен, чтобы закрепить бассейн на месте. Манжета сделана из тонкой бетонной смеси глубиной около 6 дюймов (15,2 см) вокруг стенки бассейна. После высыхания бетонной манжеты (около 24 часов) можно готовить дно.
- Бетонное дно заливается либо перекачиваемым из грузовика, либо методом, называемым гудроновым методом. Gunite перекачивает сухой цемент и песок через шланг, добавляя воду в сопло.
- Вермикулит и цемент или раствор обеспечивают прочное дно и устанавливаются опытным каменщиком. Сантехника устанавливается перед засыпкой. Черный полиэтилен (змеевик) или труба из ПВХ сортамент 40 укладывается вдоль верхней части бетонной манжеты.
- Труба проходит от каждого фитинга (скиммер, основной слив, возврат) обратно к фильтру. На резьбу переходника наносится трубный компаунд или незатвердевающий перматекс.
- Два зажима для труб надеваются на конец трубы, и труба продвигается через конец фитинга. Зажимы затягиваются примерно через 15 минут.
- После того, как пылесос очистит область, добавляется вода. Если для засыпки используются крупные камни, трубы засыпают песком для предотвращения повреждений.
- После того, как бассейн наполнился водой, все оборудование должно быть включено. Необходимо добавить такие химические вещества, как хлор, муратовую кислоту и стабилизатор. Система фильтрации должна работать непрерывно первые 24 часа, пока вода не достигнет желаемого уровня прозрачности. Обычно это время, необходимое для того, чтобы 99% воды в бассейне прошло через фильтр. Обычно при достижении этого уровня бассейн может работать всего шесть часов в день для поддержания здоровой окружающей среды. Поверхность воды обычно содержит больше всего загрязняющих веществ (например, масла для тела, жир, пот и кожный мусор). Чтобы бассейн был чистым, скиммер (фильтрующее устройство) должен забирать не менее 70% воды в бассейне с поверхности для фильтрации и обработки.
- Необходимо тщательно контролировать температуру воды в диапазоне 80,6–86 ° F (27–30 ° C). Слишком высокие температуры могут вызвать трещины в конструкции бассейна или привести к расширению винилового покрытия и потере эластичности. Более высокие температуры могут также разрушить полимеры, в результате чего футеровка станет сухой и хрупкой.
- Максимальная скорость в любой всасывающей трубе не должна превышать 5 футов (1,52 м) в секунду. Максимальная скорость в любом напорном трубопроводе не должна превышать 9 футов (2,74 м) в секунду. Скорость фильтрации - это скорость или скорость воды через фильтрующую среду. Чем ниже скорость фильтрации, тем эффективнее фильтрация.
Контроль качества
Как только канавы вырыты и трубопровод на месте, трубы закрываются крышками и наполняются водой под давлением для проверки на напряжение (утечки). Инспекторы электрических норм проверяют системы электропроводки на безопасность. Бетонные настилы и любые поверхности, покрытые гудронитом, проверяются на гладкость и целостность. Поскольку ружья подгоняется в соответствии с проектными спецификациями, бетон проверяется визуально на каждом участке. После установки стальной арматурный материал проверяется на наличие напряжений или слабых мест в материале.
Побочные продукты / отходы
Разнообразие материалов, используемых при строительстве бассейнов, создает значительную долю материалов, пригодных для вторичной переработки. Арматурные сетки из оцинкованной стали производятся на заводе из металлолома, который плавится и риформируется для будущих проектов. Бетонные побочные продукты от обрезки фундамента сбрасываются в большие мусорные контейнеры на месте, и для уменьшения количества отходов принимаются особые меры. Городские системы водоснабжения используются для утилизации воды из бассейна, промытой обратной промывкой, а пластмассы, используемые в облицовках, тщательно производятся с переработкой излишков материалов.
Будущее
В производстве и строительстве бассейнов постоянно совершенствуются. Надземные бассейны имеют более легкую конструкцию и их легче собрать. Новые материалы, такие как ламинат из плетеной полипропиленовой сетчатой ткани, не лопаются, но вызывают медленную утечку воды из бассейна. Волоконная оптика используется в системах подводного освещения и представляет собой безопасную альтернативу электрическим установкам. Автоматизированные системы бассейнов позволяют работать внутри компании и заранее запрограммировать время проведения работ по техническому обслуживанию бассейна.
Где узнать больше
Другое
Веб-страница надземных бассейнов. Декабрь 2001 г.
Веб-страница "Бассейны удовольствий". Декабрь 2001 г.
Веб-страница SwimCSI. Декабрь 2001 г.
Веб-страница руководства для покупателей плавательных бассейнов. Декабрь 2001 г.
Приятно П. Макклейн
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое пассивация нержавеющей стали?
- Контроль заполнения бассейна
- Бассейн Azure IoT
- Плавающие живые роботы могут самообучаться