


Система литников - определение, функция, типы, схема
Что такое система гейтинга
Термин ворота определяется как один из каналов который на самом деле ведет в полость пресс-формы , а также термин "гейтинг" или система гейтинга. относится ко всем каналам, по которым расплавленный металл подается в полость кристаллизатора.
Функции системы стробирования
Функции шлюзовой системы находятся :
- Для обеспечения непрерывной равномерной подачи расплавленного металла , с минимально возможной турбулентностью в полость пресс-формы. Чрезмерная турбулентность приводит к аспирации воздуха и образованию окалины.
- Чтобы поставить отливку с жидким металлом в наилучшем месте добиться правильного направления затвердевания и оптимальной подачи усадочных полостей.
- Чтобы заполнить полость формы с расплавленным металлом в кратчайшие сроки, чтобы избежать температурного градиента.
- Для обеспечения минимального избыточного металла в воротах и стояках. С другой стороны, недостаточная скорость ввода металла приведет к множеству дефектов в отливке.
- Для предотвращения эрозии стенок пресс-формы.
- Для предотвращения образования шлака , песок и другие посторонние частицы от попадания в форму.
Система ворот
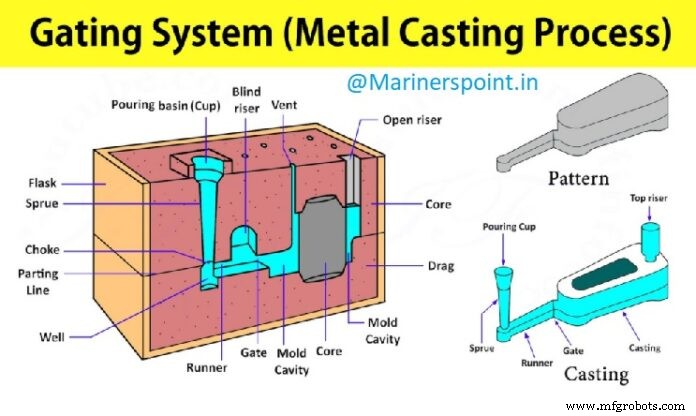
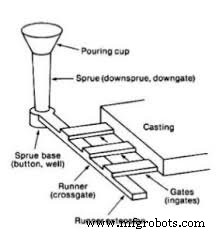
Система литников обычно состоит из (1) наливного резервуара. , (2) литник , (3)бегун и (4) поток –за воротами . Они показаны на рис. 11.85.
1. Умывальник
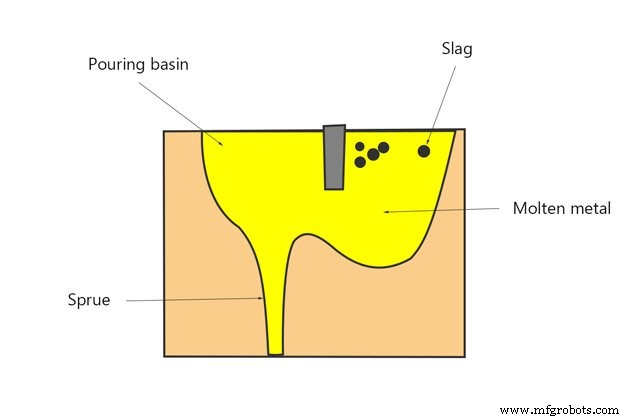
Поддон: – Эта часть литниковой системы изготавливается на литейной форме или в ее верхней части. Иногда воронкообразный отверстие, служащее сливным бачком, сделано в верхней части литника в венце. Основное назначение разливочной ванны — направить поток металла из ковша в литник, способствовать поддержанию необходимой скорости потока жидкого металла, уменьшить турбулентность и вихреобразование на входе в литник.
Емкость должна быть достаточно большой и располагаться рядом с краем опоки для быстрого заполнения формы. Кроме того, он должен быть достаточно глубоким, чтобы уменьшить образование вихрей, и оставаться заполненным в течение всей операции заливки, чтобы компенсировать усадку или сжатие металла.
2. Литник
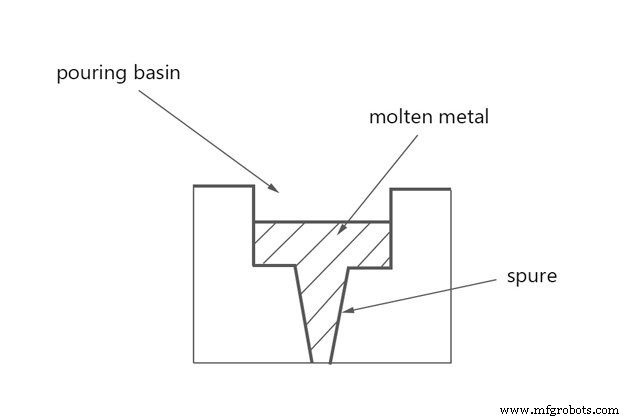
Литник: вертикальный проход который проходит через выступ и соединяет сливную ванну с бегунком или воротами, называется литником.
Поперечное сечение литника может быть квадратным, прямоугольным или круглым. Литники обычно сужаются книзу, чтобы избежать попадания воздуха и повреждения металла. Литники диаметром до 20 мм имеют круглое сечение, тогда как литники большего размера часто имеют прямоугольную форму. Круглый литник имеет минимальную поверхность, подверженную охлаждению, и обеспечивает наименьшее сопротивление течению металла. В прямоугольном литнике аспирация и турбулентность сведены к минимуму.
3. Бегун
Бегун: В больших отливках расплавленный металл обычно переносится от основания литника к нескольким воротам вокруг полости через проход, называемый желобом. Полоз, как правило, предпочтительнее в тяге, но иногда он может располагаться в цевье, в зависимости от формы отливки. Он должен быть обтекаемым, чтобы избежать аспирации и турбулентности.
4. Ворота
Ворота: Ворота — это проход по которому расплавленный металл поступает из желоба в полость кристаллизатора. Расположение и размер литников устроены таким образом, что они могут подавать жидкий металл к отливке со скоростью, соответствующей скорости затвердевания. Вентиль не должен иметь острых кромок, так как они могут сломаться при прохождении расплавленного металла и, как следствие, частицы песка могут попасть вместе с жидким металлом в полость кристаллизатора. Однако ворота должны быть расположены так, чтобы их можно было легко снять, не повредив отливку.
Типы ворот
В соответствии с их положением в полости пресс-формы литники можно в целом классифицировать как (1) верхние литники. , (2) линия разъема и (3) нижний порог . Различные типы литниковых систем в процессе литья:
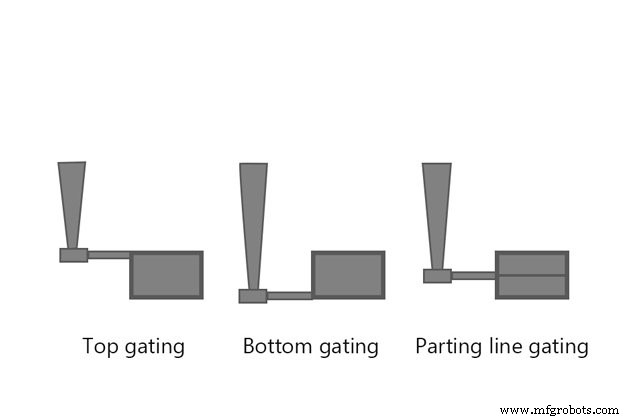
Верхние ворота
В системе верхнего уровня , расплавленный металл из разливочной ванны течет прямо вниз внутрь. Фильтр, изготовленный из сухого песка или керамического материала, в основном используется в разливочной ванне для контроля потока металла и пропускания только чистого металла.
В случае легкого литья клиновидные затворы называются клиновыми затворами. могут быть предоставлены. Для массивных чугунных отливок применяют карандашные литники. В этом типе литника литник состоит из ряда щелей, питаемых из разливочного стакана. Он регулирует скорость потока металла, поскольку вес расплавленного металла поровну делится на различные прорези или ответвления, что в значительной степени снижает эффективный вес головки. Кроме того, шлак (или окалина) удаляется из жидкого металла в разливочном стакане над затвором.
В пальцевых воротах , модификация клинового затвора, металл снова пускают в несколько потоков. Кольцевой затвор использует сердечник, чтобы прервать падение расплавленного металла и направляет расплавленный металл в форму в нужное положение, и в то же время удерживает шлак.
Преимущество верхних ворот заключается в том, что весь металл поступает в отливку сверху, и поэтому самый горячий металл останавливается в верхней части отливки. В результате достигаются надлежащие температурные градиенты, благоприятные для направленного затвердевания по направлению к стоякам, расположенным в верхней части отливки. Сами ворота могут служить стояками. Недостаток верхнего порога система эрозия формы падающим металлом. Таким образом, полость формы должна быть твердой и достаточно прочной, чтобы противостоять удару.
Разъединяющие ворота
В воротах линии разделения жидкий металл поступает в полость формы со стороны формы на том же уровне, что и стык формы или линия разъема. Расположение заслонки на линии разъема в направлении, горизонтальном к отливке, позволяет использовать устройства, способные эффективно улавливать шлак, грязь или песок, которые проходят с металлом по литнику.
Проходные ворота
В скользких воротах , любой инородный материал, который легче основного металла, поднимается вверх через вертикальный проход скиммингового затвора и, таким образом, задерживается. Затвор линии разделения с скимбером и дросселем используется для улавливания шлака и посторонних включений в кристаллизаторе и служит в качестве ограничителя для контроля скорости потока металла.
Еще один эффективный способ улавливания шлака – использование скимминговых ворот с водоворотом, обычно называемых водоворотами. . Шлак, благодаря действию водоворота, попадает в центр, откуда поднимается вверх в воротах водоворота. Шибер с термоусадочным бобом выполняет двойную функцию шлакоуловителя или шлакоуловителя, а также металлического резервуара для подачи отливки по мере ее усадки.
Ворота линии разделения очень просты в изготовлении , и очень быстро делается . Они дают очень удовлетворительный результат когда тяга не очень глубокая, и оказываются очень выгодными, когда их можно подавать прямо в стояк. В этой системе самый горячий металл достигает стояка, тем самым способствуя направленному затвердеванию. Кроме того, затраты на очистку отливок снижаются за счет литников в стояках, поскольку для соединения полости литейной формы со стояками не требуется дополнительных литников. Недостаток заключается в том, что может возникнуть некоторая турбулентность при попадании жидкого металла в полость формы.
Нижние ворота
У нижних ворот , металл из разливочной ванны стекает на дно полости литейной формы по волоку.
Роговые ворота
Роговые ворота напоминает коровий рог. Это позволяет изготавливать пресс-форму только в гребне и волочение; нет необходимости в «проверке ». Роговой затвор создает эффект фонтана в полости формы. В другом типе сухой песчаный керн образует нижние ворота. Литник изогнут на нижнем конце, образуя грязеуловитель для шлака, грязи и т. д. Этот тип литника позволяет изготавливать форму в двух коробках.
Основное преимущество донных литников заключается в том, что турбулентность металла сводится к минимуму при заливке и предотвращается эрозия формы. Металлу дают плавно подняться в форме и вокруг стержней. Однако нижние ворота имеют определенные недостатки. :металл продолжает терять тепло по мере того, как он поднимается в полости формы. Таким образом, трудно достичь направленного отверждения. Кроме того, стояк нельзя ставить возле входа в ворота, где металл наиболее горячий.
Коэффициент открытия
Скорость течения металла через полость кристаллизатора зависит от площади поперечного сечения литников, литейных и литниковых литников. Размерные характеристики литниковой системы могут быть выражены в терминах литникового коэффициента. Термин «коэффициент открытия ” используется для описания относительных площадей поперечного сечения компонентов литниковой системы, принимая за единицу площадь основания литника, за которой следует общая площадь литника и, наконец, общая площадь литника.
Литниковая система с литником площадью 1 см², рабочим колесом площадью 3 см² и тремя литниками, каждое из которых имеет площадь поперечного сечения 1 см², будет иметь передаточное число литника 1:3:3. Отношение литников показывает, уменьшается или увеличивается общее поперечное сечение по направлению к полости формы. Соответственно, в процессе литья используется два типа литниковых систем. :под давлением и без давления или со свободным потоком как канализационная система.
Система литников под давлением
Герметичная система ворот имеет меньшее суммарное сечение у входов в полость литейной формы, чем у основания литника. Таким образом, система под давлением будет иметь соотношение 1:0,75:0,5, 1:2:1 и 2:1:1. Это обеспечивает эффект дросселирования, который создает давление на жидкий металл в системе. Поскольку эта система имеет небольшой объем для данной скорости потока металла, это приводит к меньшим потерям металла и большему выходу.
С другой стороны, поскольку эта система постоянно заполнена металлом и обеспечивает эффект дросселирования, высокие скорости металла могут вызвать сильную турбулентность на стыках и углах, а также в полости литейной формы. Однако это обычно подходит для черных металлов и латуни.
Безнапорная литниковая система
В негерметичной литниковой системе , площадь поперечного сечения литника меньше общей площади рабочего колеса и литника. Используемое соотношение составляет 1 :2 :2, 1:3 :3 и т. д. Таким образом, эта система литников обеспечивает более низкие скорости металла и более высокие скорости потока. В результате снижается турбулентность в литниковой системе и разбрызгивание в полости пресс-формы. Эта система обычно адаптирована для таких металлов, как алюминий и магний.
Мы постарались охватить все важные части темы Система гейтинга. , типы литниковых систем в процессе литья и его элементы. Надеюсь, вам понравилась статья. Оставьте свой отзыв в разделе комментариев ниже.
Промышленные технологии
- Что такое гипервизор? Определение | Типы | Примеры
- Проектирование стробирующей системы | Кастинг | Производство
- Что такое штамповка? - Типы, операции и применение
- Что такое сварка? - Определение | Виды сварки
- Что такое кастинг? - Определение| Виды литья
- Что такое сверлильный станок? - определение, части и типы
- Обработка с ЧПУ:определение и типы станков с ЧПУ
- Что такое ковка? - определение, процесс и типы
- Что такое металлизация? - Определение, типы и преимущества
- Что такое листовой металл? - определение, типы и использование