


Типы посадок – зазор, натяг, переход
В этой статье мы собираемся обсудить Fits. , типы подгонки и их подтипы, Классификация подгонок по системе Ньюолла , Как назвать разные типы подгонки в машиностроении.
Что такое Fit?
Взаимосвязь между двумя частями, при которой одна вставляется в другую с определенной степенью натяжения или ослабления, называется подгонкой. .
Инженерные продукты иногда поставляются в виде компонентов, которые должны скользить или прижиматься друг к другу, чтобы выполнять свои функции. В результате термин «подходит ” используется для описания размерных отношений между компонентами. Он определяет, являются ли компоненты свободными или плотными, что способствует проскальзыванию или сжатию. Чтобы понять, что такое подгонка, необходимо понять несколько терминов, определения которых приведены ниже.
Типы подгонки
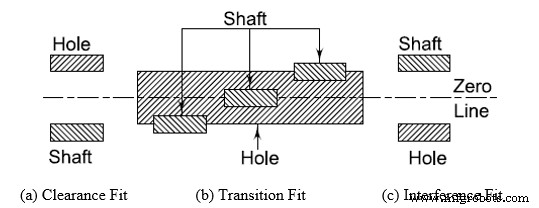
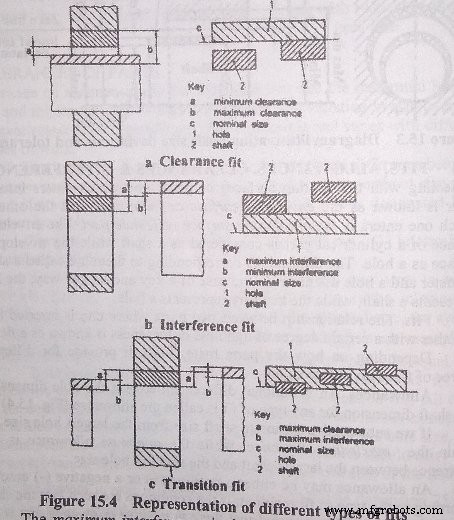
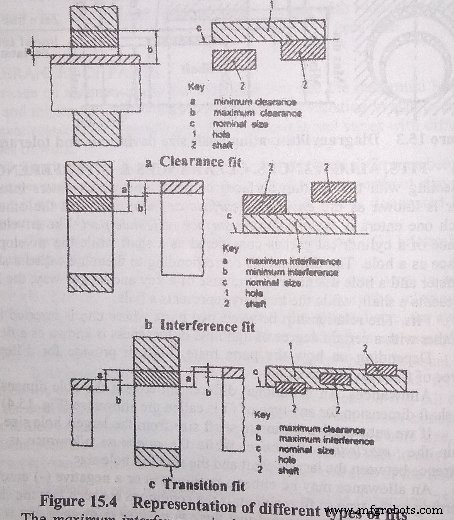
В зависимости от фактических размеров отверстия или вала типы посадки в индийском стандарте и в британском стандарте должны быть разделены на три основных класса следующим образом:(рис. 15.4).
- Подходит с зазором
- Подгонка с пересечением
- Подходит для перехода
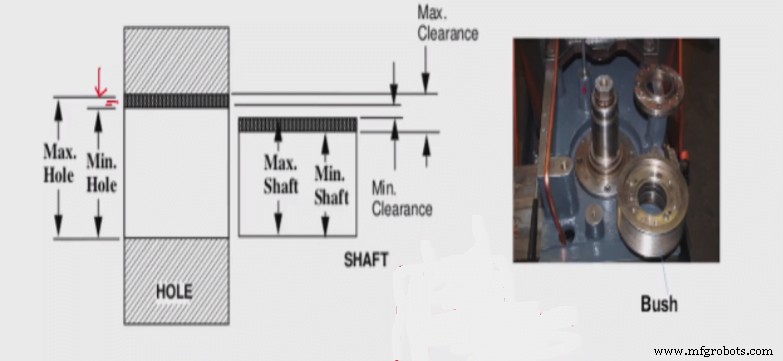
1. Зазор подходит
В подгонке с зазором существует положительный допуск между максимально возможным валом и наименьшим возможным отверстием. При таких посадках минимальный зазор больше нуля. Такие посадки дают свободные соединения, т. е. между валом и отверстием должна быть некоторая степень свободы.
Что такое зона допуска?
Предположим, нам нужно сделать 10-миллиметровую гайку, чтобы соответствовать 10-миллиметровому болту. Однако из-за человеческих ошибок и ошибок при обработке внутренний диаметр стал 9,98 мм. В результате гайка не влезет в болт, и наше соединение будет испорчено. Чтобы избежать этой ошибки, зоны допуска используются.
Мы определяем зону допусков, в которой допуски гаек и болтов немного одинаковы, чтобы они соответствовали и сохраняли взаимозаменяемость между двумя деталями.
Теперь поговорим о зазоре. .
В этом случае имеется большой зазор между зоной допуска отверстия и зоной допуска вала.
Поэтому мы называем это посадкой с зазором если отверстие больше вала и позволяет двум сопрягаемым частям вращаться или скользить друг по другу.
Что касается посадки с зазором, минимальный размер отверстия всегда больше, чем максимальный размер вала .
В любом случае, когда мы соберем вал и отверстие, мы получим зазор, при котором вал может легко скользить, одновременно вращаясь внутри отверстия.
В результате , мы можем легко сделать ходовые и скользящие посадки в посадках с зазором. Рассмотрим поршень и клапан.
Типы посадок с зазором
Посадки с зазором можно разделить на:
- Скользящая подгонка.
- Легкая посадка.
- Подходит для бега.
- Слабая посадка.
- Свободный крой.
1. Скользящая посадка
Эти типы посадки имеют очень маленький зазор. между двумя частями почти нет, но обеспечивает гораздо большую точность и аккуратность в скользящих и движущихся частях.
Пример :- Скользящие шестерни, автомобильные узлы, золотники, диски сцепления, детали станков, шпиндель задней бабки токарного станка, направляющие вала и т. д.
2. Легкое скольжение
При небольшом зазоре между отверстием и валом легкое скольжение используется. Легкое скольжение использовалось как для нерегулярных, так и для медленных регулярных движений. Пример :- поршень.
3. Подгонка для бега
При вращении компонентов с умеренной скоростью необходимо использовать рабочую посадку там, где точность не требуется. Подходит для бега имеет большой зазор и включает в себя большие колебания температуры, высокие скорости вращения и сильное давление на шейку. Пример :- Шестерни, муфты.
4. Слабая посадка
Эти типы посадки обеспечивают очень плотный и минимальный зазор. для точных требований и с помощью смазки детали могут быть собраны без усилий и свободно вращаться и скользить. Пример :- направляющие валов, роликовые направляющие и т.д.
5. Свободная посадка
Свободная посадка используются для деталей, которые вращаются с большими скоростями и имеют больший зазор, когда точность не критична. Пример :- Замки, шарниры, нагрев, детали, подвергшиеся коррозии и загрязнению и т. д.
2. Посадки с натягом
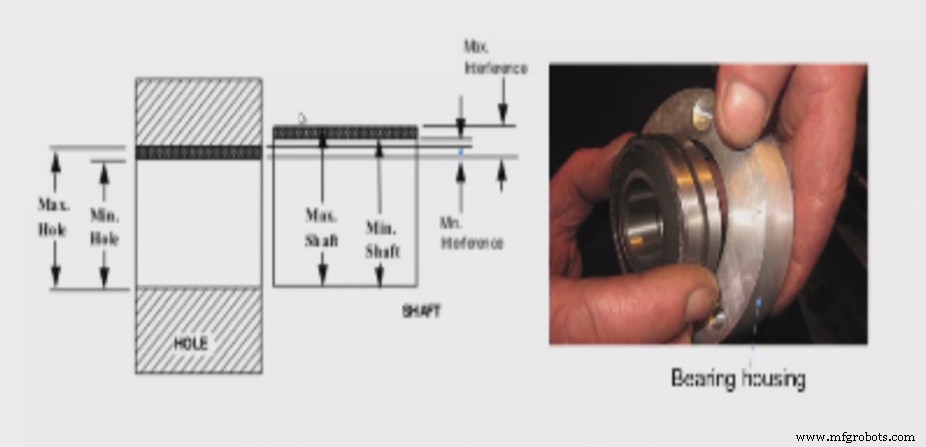
В Подгонка с пересечением , поле допуска вала превышает поле допуска отверстия. Это означает, что вал большой, а отверстие маленькое.
Чтобы собрать и разобрать эти два, нам понадобилось много сил, поэтому мы воспользовались молотком. Другой способ — использовать гидравлический пресс. чтобы вставить вал в отверстие.
При посадке с натягом имеется отрицательный допуск или зазор между самым большим отверстием и самым маленьким валом, причем вал больше отверстия.
Типы посадок с натягом
Посадка с натягом может быть классифицирована как:(1) посадка с усилием, (2) плотная посадка и (3) посадка с приводом.
1. Принудительная подгонка
Для достижения высокого натяга деталь должна быть нагрета до очень высокой температуры перед сборкой с отверстием. Для сопрягаемых частей требуется внешнее усилие.
Пример: Шестерни, валы и т. д.
2. Плотная посадка
Он обеспечивает минимальное вмешательство по сравнению с принудительной посадкой.
Например, пример: Ступенчатый шкив конвейера, круглошлифовальный станок и т.д.
3. Вождение в форме
Он требует среднего натяга, который можно собрать с применением более высоких усилий для холодной или горячей ковки. Посадка посадки более надежна, чем плотная посадка.
Пример: Валы, шестерни, втулки и т. д.
3. Подходит для перехода
Переход подходит покрывают случаи между первыми двумя классами (рис. 15.4). Применение переходных посадок не гарантирует ни натяга, ни зазора, т. е. любая пара деталей, сопрягаемых с переходной посадкой, может сидеть с натягом, а другая пара с такой же посадкой может иметь посадку с зазором.
При переходной посадке зона допуска вала находится между нижней и средней зоной допуска отверстия, что указывает на то, что отверстие меньше вала.
Чтобы выполнить эту посадку, мы должны слегка надавите на вал, когда он входит в отверстие. Мы также называем это Push Fits. Переходная посадка имеет высокую точность и точное выравнивание между двумя сопрягаемыми деталями. например:- шпонка вала.
Типы переходов
Переходная посадка может быть классифицирована как:(1) посадка с усилием, (2) плотная посадка, (3) посадка с закручиванием и (4) посадка с нажимом.
Классификация подгонок по системе Ньюолла
Четыре типа подгонки по системе Newall:
1. Подгонка для бега
Подходит для бега представляет собой гладкую, легкую посадку для подвижной пары подшипников. Для скользящей или бегущей посадки диаметр вала должен быть достаточно меньшим, чтобы обеспечить масляную пленку для смазки. Для средней длины подшипника достаточно припуска 0,025 мм на каждые 25 мм диаметра подшипника.
2. Подгонка под размер
В плотной посадке один можно соединить с другим легким нажатием руки (установив заглушки, дюбели и т. д.), при этом нет достаточного зазора для вращения вала.
3. Вождение или Press Fit
В вождении или прессовой посадке один может быть собран в другой с помощью ручного молотка или среднего давления. Он обеспечивает полупостоянную посадку, необходимую для шпоночного шкива на валу.
4. Принудительная посадка или термоусадочная посадка
Подгонка по размеру требуется либо большое давление, чтобы вставить вал в отверстие, либо отверстие должно быть расширено путем нагрева, чтобы сжать их на валу. Так что это также называется горячей подгонкой. . Эти типы посадки используются, когда две части должны быть жестко закреплены вместе, чтобы одна не могла двигаться без другой. При силовой посадке вал определенно больше отверстия. По этому способу подгоняются колеса железнодорожных и трамвайных вагонов и колеса тележек.
Система отверстий и валов
В общей системе пределов необходимо решить, на каком основании должны быть найдены пределы, чтобы дать желаемое соответствие. Существует две различные системы для изменения размеров деталей, известных как:основа отверстия. и основа вала .
Считается, что система лимитов основана на отверстиях. когда отверстие является постоянным элементом, и различная посадка достигается за счет изменения размера вала. В этой системе отверстий верхние и нижние пределы постоянны для всех типов посадок одного и того же класса точности и одного и того же базового размера.
Говорят, что система пределов основана на валовой основе. когда вал является постоянным элементом, и различные посадки достигаются за счет изменения размера отверстия. В этой системе валов верхний и нижний пределы являются постоянными для всех посадок одинаковой точности и класса и для одного и того же базового размера. И отверстие, и основание вала показаны на рис. 15.5.
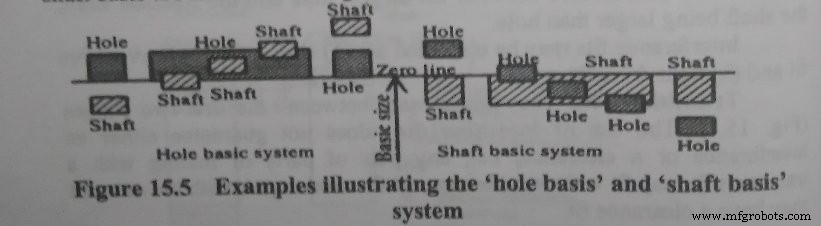
Все современные предельные системы используют базис отверстия, главная причина в том, что легче варьировать размер вала, чем размер отверстия. Большинство отверстий в инженерных работах выполняется с помощью сверла и развертки или какого-либо подобного инструмента, и для изменения размера отверстий потребуется использование очень большого количества инструментов разных размеров. При использовании базы отверстий одного размера развертки достаточно для всех отверстий любого конкретного диаметра. Однако в некоторых случаях система с валом оказывается более выгодной, чем система с отверстием.
Подгонки, допуски, допуски и помехи
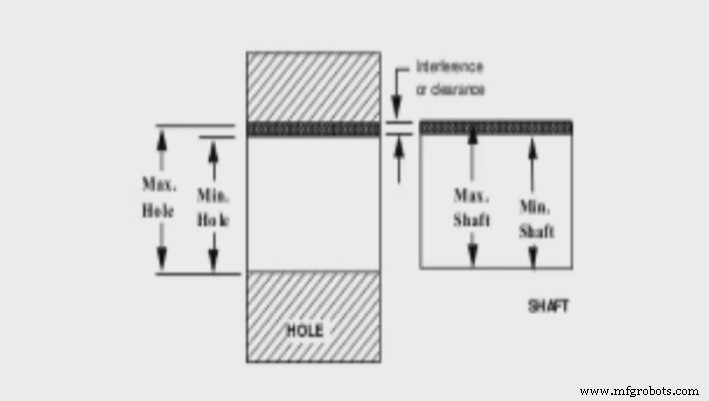
При работе с двумя сопрягаемыми поверхностями или частями, одна из которых входит в другую, называется окруженной поверхностью. или мужская часть , а другая, в которую он входит, — это окружающая поверхность или женская часть . Огибающая поверхность цилиндрической детали рассматривается как вал, а огибающая поверхность - как отверстие. Соответствующие им размеры называются диаметром вала и диаметром отверстия. В случае шпонки и ее паза шпонка представляет собой вал, а шпонка представляет собой отверстие.
Подходит
Взаимосвязь между двумя частями, при которой одна вставляется в другую с определенной степенью натяжения или ослабления, называется подгонкой. . В зависимости от того, как сопрягаются детали, посадки могут обеспечивать разную степень свободы движений.
Разрешения
Преднамеренная разница между размером отверстия и размером вала для любого типа посадки называется допуском. (Рис. 15.4) Если из наибольшего размера отверстия вычесть минимальный размер вала, то получится максимальный припуск, а минимальный припуск равен разнице между наибольшим размером вала и наименьшим размером отверстия.
Припуск может быть положительной (+) или отрицательной (-) величиной в зависимости от требуемого типа подгонки. Если условия таковы, что вал меньше отверстия, говорят, что имеется положительный допуск, но если вал больше отверстия, говорят, что имеется отрицательный допуск.
Допуск
Положительная разница между диаметрами отверстия и вала, при этом диаметр отверстия больше диаметра вала, допускающая относительное перемещение между частями, называется зазором. как показано на рис. 15.4.
Положительная разница между максимальным предельным размером отверстия и минимальным предельным размером вала называется максимальным зазором. Точно так же минимальный зазор представляет собой положительную разницу между минимальным предельным размером отверстия и максимальным размером вала.
Средний зазор среднее арифметическое максимального и минимального зазоров.
Вмешательство
Отрицательная разница между диаметрами отверстия и вала, при этом диаметр вала больше диаметра отверстия, называется интерференцией как показано на рис. 15.4.
Максимальный натяг – это отрицательная разница между максимальным предельным размером вала и минимальным предельным размером отверстия. Точно так же минимальный натяг представляет собой отрицательную разницу между минимальным предельным размером вала и максимальным предельным размером отверстия. Средняя интерференция – это среднее арифметическое максимальной и минимальной интерференции.
Как называть различные типы посадок в машиностроении
Понимание того, как они называют различные типы посадок, имеет решающее значение, поскольку это помогает выбрать правильные типы посадок для сборки продукта.
Буквенно-цифровой код, согласно Международной организации по стандартизации (ISO). , называет конкретную посадку и обозначает допуск посадки. Отверстие или вал обозначается буквенной частью кода.
Код с заглавной буквой обозначает отверстие, а код со строчной буквой — вал. Например, H7/h6 — это диапазон допуска для отверстия (H7) и вала (h6) соответственно в зависимости от используемой буквы. Этот код также позволит инженерам определить верхний и нижний пределы размера отверстия и вала.
Мы попытались охватить все детали, начиная с определения подгонки, различных типов подгонки, соглашения об именах и всех терминов, связанных с ним. Надеюсь, вам понравилась эта статья. Пожалуйста, поделитесь им с друзьями и поделитесь своим мнением в комментарии ниже.
Промышленные технологии