


Разница между сваркой A-TIG и сваркой FB-TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это один из популярных процессов дуговой сварки, при котором электрическая дуга возникает между неплавящимся вольфрамовым электродом и заготовкой. Это надежный и экономичный процесс эффективного и прочного соединения металлических деталей с использованием или без использования присадочного металла. Помимо способности создавать прочные соединения, великолепный внешний вид сварного шва делает этот процесс чрезвычайно приемлемым для различных применений, от строительных до аэрокосмических. Несмотря на множество преимуществ, он ограничен максимально достижимой глубиной проникновения. Используя оптимальный набор параметров и все благоприятные условия, он может обеспечить максимальное проникновение до 3,5 мм за один проход. Таким образом, для соединения более толстых компонентов требуется подготовка кромок и несколько проходов, что требует много времени и, таким образом, влияет на общую производительность.
Варианты сварки вольфрамовым электродом в среде инертного газа (TIG)
Ограниченное проплавление вызывает исследовательский интерес к этой теме, и в результате появилось несколько вариантов сварки TIG, которые демонстрируют значительное улучшение достижимой глубины провара. Сварка активированным вольфрамом в среде инертного газа (A-TIG) и сварка вольфрамовым электродом с флюсом в среде инертного газа (FB-TIG) — это два таких варианта, в которых используется подходящий активирующий флюс для улучшения различных характеристик обычной сварки TIG. Эти процессы также называются сваркой TIG с флюсом, поскольку они в обязательном порядке требуют нанесения слоя активирующего флюса на соединяемые компоненты.
Активирующий флюс и его нанесение на металлическую поверхность
В обоих случаях перед сваркой на поверхность основного материала наносится тонкий слой (обычно толщиной менее 50 мкм) активирующего флюса. Такой активирующий флюс включает большое количество оксидов и галогенидов металлов, таких как оксид титана (TiO2 ), кремнезем (SiO2 ), оксид хрома (Cr2 О3 ), карбонат магния (MgCO3 ), оксид магния (MgO), диоксид марганца (MnO2 ), оксид кальция (CaO), оксид алюминия (Al2 О3 ), диоксид циркония (ZrO2 ) и т. д. Также используются однородные смеси таких флюсов в разных пропорциях.
Такой флюс сначала смешивают с ацетоном до образования пастообразного раствора, а затем наносят на поверхность основного металла либо вручную с помощью мягкой щетки, либо автоматически с помощью механизированной системы. Соотношение смешивания не имеет значения, так как ацетон очень летуч, и поэтому это соотношение не будет оставаться постоянным даже во время нанесения слоя флюса на металл. Однако поддержание однородности толщины флюсового покрытия является решающим фактором в получении бездефектной сварки. После нанесения флюсового покрытия сварка осуществляется точно так же, как и при обычной сварке TIG. Все параметры процесса остаются прежними, за исключением того, что напряжение замкнутой цепи в некоторых случаях немного увеличивается (обычно это изменение незначительно).
Сварка активированным вольфрамом в среде инертного газа (A-TIG)
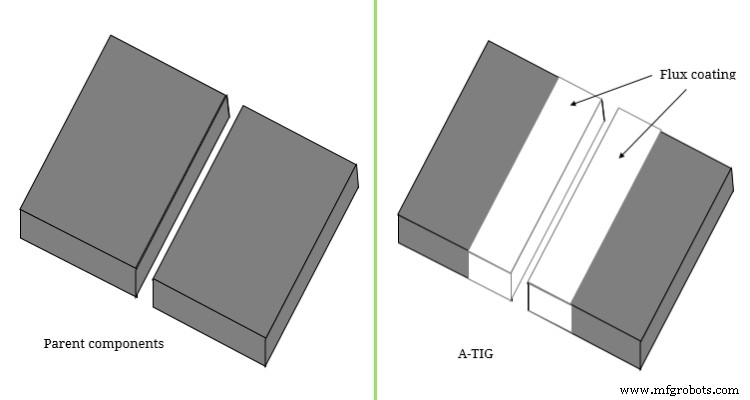
Хотя A-TIG и FB-TIG следуют одному и тому же вышеупомянутому принципу, они различаются по месту нанесения активирующего флюса на основные металлы. При сварке активированным вольфрамом в среде инертного газа (A-TIG) флюс наносится на соприкасающуюся поверхность основного металла и вокруг него. Обычно флюс наносится на ширину около 4 мм от поверхности прилегания через корневой зазор с каждой стороны. Так вот флюс лежит чуть ниже дуги во время сварки. Здесь схематично показан типичный слой флюса на основном металле для сварки A-TIG.
Сварка вольфрамовым электродом с флюсом в среде инертного газа (FB-TIG)
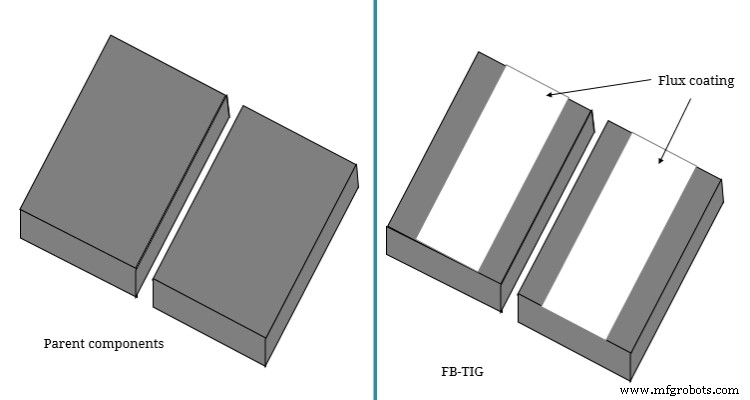
При сварке вольфрамовым электродом в среде инертного газа (FB-TIG) флюс не наносится на поверхность обшивки и вокруг нее; вместо этого он наносится на верхнюю поверхность основного металла, сохраняя небольшое пространство после корневого зазора. Таким образом, во время сварки флюс находится не сразу под электрической дугой. Активирующий флюс, способ его нанесения на поверхность металла и технология сварки остаются точно такими же, как и при сварке A-TIG. Единственная разница заключается в положении, в котором применяется флюс. Однако оба демонстрируют ощутимое улучшение достижимой глубины проникновения. Здесь схематично показан типичный слой флюса на основном металле для FB-TIG.
Преимущества A-TIG и FB-TIG по сравнению с обычной сваркой TIG
Различные исследования показали, что использование такого флюса может дать многочисленные преимущества по сравнению с обычной сваркой TIG. И A-TIG, и FB-TIG дают схожие результаты и, следовательно, их преимущества одинаковы по сравнению с обычным методом. Их преимущества перечислены ниже.
- Увеличенная глубина проникновения: Использование активирующего флюса приводит к сужению дуги, что увеличивает тепловую плотность дуги. Многие сторонники утверждали, что обращение эффекта Марангони вызывает такое увеличение проникновения. Сварка TIG с флюсом обычно дает проплавление в диапазоне 6–9 мм; однако при использовании оптимальных параметров за один проход может быть достигнута глубина проникновения до 11 мм. Это указывает на увеличение провара примерно в 3 раза по сравнению с обычным процессом сварки TIG.
- Узкий сварной шов: Ограниченная дуга также приводит к узкому валику сварного шва. Это имеет некоторые косвенные преимущества, такие как меньшая деформация, меньшая зона термического влияния (ЗТВ) и т. д. ЗТВ считается слабым местом в сварном соединении, так как его металлургические свойства сильно зависят от дугового нагрева, и всегда желательна более узкая ЗТВ.
В этой статье приводится научное сравнение сварки активированным вольфрамом в среде инертного газа (A-TIG) и сварки вольфрамовым электродом с флюсом в среде инертного газа (FB-TIG). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Бабу и др. (2016 г.); Разработка процесса сварки вольфрамовым электродом с флюсом в среде инертного газа для соединения алюминиевых сплавов; Американский журнал машиностроения и промышленной инженерии; Том. 1 (3); стр. 58–63.
- Саха и др. (2018 г.); Исследование влияния активирующего флюса на сварку вольфрамовым электродом в среде инертного газа аустенитной нержавеющей стали с использованием полярности переменного тока; Индийский журнал по сварке; Том. 51 (2).
Промышленные технологии
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- Разница между токарным процессом и фрезерным процессом
- Разница между механической обработкой и шлифовкой
- Разница между металлической сваркой инертным газом и металлической сваркой с активным газом
- Разница между процессами сварки GMAW и GTAW
- Разница между передней и обратной сваркой
- В чем разница между Индустрией 4.0 и Индустрией 5.0?
- В чем разница между изготовлением металла и сваркой металла?
- В чем разница между изготовлением металла и сваркой?