


Процесс SLS в аддитивном производстве
SLS в аддитивном производстве используется для преобразования 3D-проектов САПР в физические детали за считанные часы.
Что такое селективное лазерное спекание? SLS расшифровывается как Selective Laser Sintering, технология 3D-печати или аддитивного производства (AM). SLS использует процесс, называемый спеканием. , где порошкообразный материал нагревается до температуры, близкой к температуре плавления, в результате чего частицы соединяются вместе, образуя твердое тело.
SLS может использовать самые разные материалы — чаще всего нейлон, но иногда также пластик и металлы.
Благодаря своей способности производить ранее «невозможные» детали (дополнительную информацию читайте ниже) и высокой способности к восстановлению материалов, SLS был популярен в промышленных условиях с момента его коммерциализации в начале 1990-х годов.
Первоначально SLS была разработана в 1980-х годах Карлом Декардом и Джо Биманом при спонсорской поддержке Агентства перспективных оборонных исследовательских проектов (DARPA), научно-исследовательского агентства Министерства обороны США.
Хотя технология SLS далеко не нова, она по-прежнему используется в основном в промышленных целях. Точный лазер, используемый в процессе SLS, обеспечивает высокую точность изготовления даже сложных деталей. По этой причине SLS широко используется для быстрого прототипирования и производства нестандартных деталей в небольших объемах.
С другой стороны, использование мощных лазеров и порошкообразных материалов сделало его непрактичным для большинства мелкомасштабных или домашних целей, особенно потому, что SLS-принтеры значительно дороже, чем другие популярные технологии, такие как 3D-принтеры с моделированием методом наплавления (FDM).
Совсем недавно разработки в области технологий плавки в порошковом слое возродили интерес к SLS, популярность которых теперь отстает от FDM и стереолитографии (SLA).
Селективное лазерное спекание (SLS):предварительная обработка моделей SLS
Каждый метод аддитивного производства (AM) имеет свои ограничения, и SLS (селективное лазерное спекание) не является исключением. В частности, SLS не подходит для печати с острыми краями или тонкими стенками, и дизайны, включающие эти функции, необходимо будет изменить во время предварительной обработки. Например:
- Детали с тонкими стенками можно проанализировать с помощью продукта для проектирования, включающего функцию анализа тонких стенок. Эта функция имитирует процесс печати, помогая дизайнеру определить, будет ли его дизайн успешно напечатан. Если это не так, они могут внести соответствующие изменения перед печатью.
- Для деталей с острыми краями , дизайнеры могут использовать скругление в своей САПР. функция округления этих краев для подготовки к успешной печати.
Несколько дополнительных моментов, о которых следует помнить:
- Если проект включает в себя слишком сложную геометрию, дизайнеры могут использовать инструменты упрощения геометрии во время подготовки данных для SLS, чтобы убедиться, что их дизайн готов к печати.
- Кроме того, для снижения веса многие детали SLS печатаются полыми, и дизайнеры могут использовать автоматизированные инструменты, чтобы помочь им «выдолбить» свои конструкции, и включить выпускные отверстия, позволяющие удалить неспеченный материал после печати.
- При работе с полнофункциональным программным обеспечением для проектирования дизайнеры должны использовать методы имитационного моделирования, чтобы увидеть, как их дизайн будет работать в процессе печати и при использовании в реальных условиях.
Наконец, прежде чем 3D-модель будет готова к печати, ее необходимо «нарезать» на 2D-слои (также известные как поперечные сечения), которые SLS-принтер будет использовать для направления своего лазера через каждый слой порошкового материала. Хотя некоторые бесплатные «слайсеры» доступны для завершения подготовки данных для SLS, их надежность может быть сомнительной, и профессиональным дизайнерам рекомендуется работать с признанным программным пакетом для их предварительной обработки.
Если ваша организация разрабатывает приложения, которые выполняют предварительную обработку для печати SLS, или вы являетесь производителем машин SLS и хотите добавить программное обеспечение в свой портфель, Spatial здесь, чтобы помочь.
Благодаря более чем 35-летнему опыту в области 3D-моделирования Spatial предоставляет комплексные функции предварительной обработки, которые можно встроить в ваши программные приложения с помощью наших готовых библиотек. Это идеальный способ расширить существующие функциональные возможности, предлагаемые вашими приложениями или аппаратными продуктами, и он может помочь вам отличить ваши предложения от предложений ваших конкурентов в области 3D-печати sls.
Чтобы узнать больше о том, как Spatial может помочь, ознакомьтесь с нашими проверенными в отрасли наборами инструментов для разработки программного обеспечения для 3D-моделирования, чтобы приступить к работе.
Процесс SLS в аддитивном производстве

Процесс селективного лазерного спекания похож на другие технологии плавки в порошковом слое в следующих отношениях:
- Дизайнер создает 3D-модель с помощью программы автоматизированного проектирования (САПР).
- Дизайн разделен на тонкие (2D) слои.
- Раздельный дизайн отправляется на SLS-принтер.
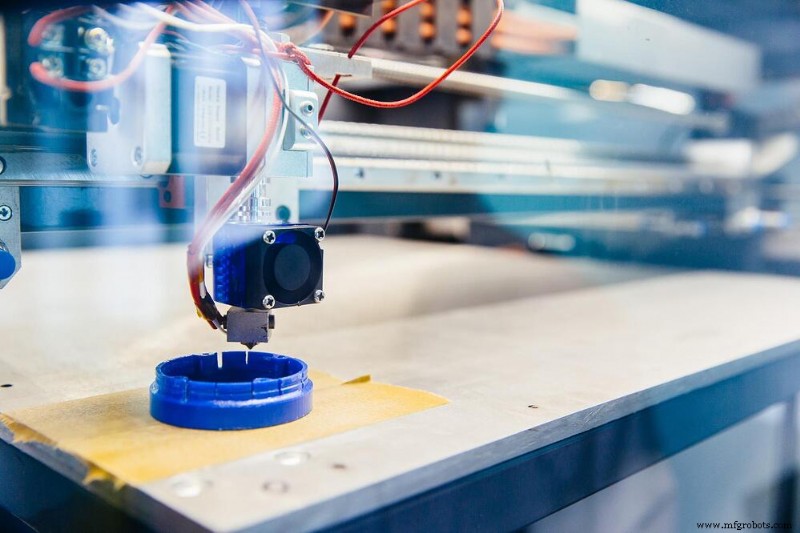
- Выравнивающий валик распределяет тонкий слой порошкового материала по рабочей платформе принтера.
- СО2 лазер прослеживает поперечное сечение материала, нагревая и сплавляя его вместе.
- После нанесения слоя строительная платформа опускается, чтобы освободить место для следующего слоя порошка.
- Неиспользованный материал перерабатывается после завершения каждого слоя.
- Процесс SLS повторяется, слой за слоем, пока деталь не будет завершена.
В процессе печати детали SLS покрываются неспеченным порошком. Этот дополнительный порошок поддерживает деталь во время печати, устраняя необходимость в поддерживающих конструкциях.
Выборочное лазерное спекание:постобработка
Первым шагом в постобработке SLS является восстановление детали. Новые детали, напечатанные SLS, заключены в пористый кокон, частично спеченный из порошка, который необходимо взломать, чтобы удалить деталь. В то время как этот процесс был бы грязным в домашних условиях, SLS в основном используется в промышленных условиях, где используются специально разработанные камеры очистки, которые включают герметичные корпуса с входом для сжатого воздуха.
После очистки детали, напечатанные с помощью SLS, проверяются и тестируются, чтобы убедиться, что они соответствуют исходным спецификациям. Поскольку детали SLS склонны к усадке и деформации, этот процесс должен гарантировать, что каждая деталь соответствует своему назначению.
Наконец, большинство деталей SLS окрашиваются и/или покрываются, чтобы подготовить их к использованию в реальных условиях. Красители и покрытия варьируются от чисто косметических до высокофункциональных, включая покрытия, которые:
- Устойчивость к царапинам.
- Светоотражающий или неотражающий
- Поляризованный
- Прочный
Восстановление материала SLS
Восстановление остатков материала является важной частью производственного процесса SLS.
Поскольку порошковый материал поддерживает детали SLS во время печати, используется гораздо больше порошка, чем требуется для самой детали. Однако, поскольку весь порошок в рабочей камере предварительно нагревается для облегчения процесса спекания, «использованный» порошок менее эффективен, чем неиспользованный порошок для будущей печати SLS. В связи с этим специалисты по SLS-печати рекомендуют использовать не более 50 % переработанного порошка для любого проекта SLS-печати.
Различные типы систем SLS
По сути, существует два разных типа систем SLS:промышленные и настольные.
Промышленные системы SLS
Промышленные системы SLS существуют уже несколько десятилетий и используются ведущими игроками в самых разных отраслях, включая аэрокосмическую, автомобильную и инструментальную. Промышленные системы SLS используют один или несколько мощных CO2. лазеры.
Из-за своего размера и требований к теплу промышленные системы SLS требуют инертной среды, чтобы порошок не окислялся. В результате эти системы также требуют специального оборудования для управления забором и удалением воздуха. Им также требуется промышленный источник питания.
Настольные системы SLS
В настольных системах SLS используется тот же процесс, что и в промышленных системах, но они упакованы в машину, которая может легко вписаться в среду малого бизнеса или любителя. В этих системах используются маломощные диодные или волоконные лазеры, а не CO2. лазеров, что частично объясняет их снижение стоимости.
Из-за меньшего размера настольные системы также требуют меньше тепла для процесса спекания, что устраняет необходимость в специализированных системах управления воздухом и позволяет им работать от стандартной сети переменного тока.
Материалы SLS
Термин SLS обычно описывает спекание на основе пластика, хотя его также можно использовать в качестве универсального термина для спекания материалов, включая пластики, металлы, стекло, керамику и композитные материалы. Процесс остается одинаковым для всех материалов, хотя температура, необходимая для процесса спекания, различается.
Когда SLS применяется к металлам, обычно используется термин прямое лазерное спекание металлов (DMLS). Процесс точно такой же, как описано ранее в этой статье, но процесс спекания требует значительно больше тепла, чем спекание на основе пластика.
Преимущества и недостатки SLS
Как и любой другой производственный процесс, SLS имеет как преимущества, так и недостатки.
К преимуществам SLS относятся:
- Самоокупаемость. При изготовлении деталей из SLS полые пространства заполняются неспеченным порошком. В результате отпечатки SLS являются самонесущими и не требуют дополнительных структур поддержки.
- Свобода дизайна. Поскольку нет необходимости в опорных конструкциях, конструкторы имеют гораздо больше свободы для создания деталей, которые выполняют свои задачи, не беспокоясь о возможности производства. В результате многие детали, которые считались «невозможными» из-за ограничений традиционных методов субтрактивного производства, теперь могут быть изготовлены с использованием аддитивного производства SLS.
- Скорость. Поскольку для спекания нейлонового порошка, используемого в SLS, требуется лишь очень короткое воздействие лазера, SLS-печать является одной из самых быстрых технологий 3D-печати. В отличие от других методов, таких как FDM, при использовании SLS практически нет компромисса между скоростью печати и обеспечением высокого качества.
- Легко окрашивается. Отпечатки SLS имеют естественную пористость и легко впитывают влагу и другие жидкости. Эта пористая природа делает детали SLS идеальными для окрашивания, особенно при использовании процесса горячей ванны.
К недостаткам SLS относятся:
- Пористый и хрупкий. Пористая природа деталей SLS может нарушить их структурную целостность. Хотя они обычно обладают превосходной прочностью на растяжение, детали из SLS негибкие и могут выйти из строя при относительно низких уровнях деформации. По этой причине отпечатки SLS часто используются в качестве прототипов для проверки концепции. Детали, изготовленные методом SLS, также могут иметь шероховатую поверхность.
- Склонен к усадке и деформации. Нейлоновый порошок, используемый в SLS, подвергается воздействию высоких температур во время спекания и впоследствии быстро остывает. По мере остывания деталь также сжимается, что может привести к неточностям печати деталей — чаще всего в острых кромках и углах.
- Отходы. Хотя порошок от печати SLS можно использовать повторно, большинство экспертов по SLS рекомендуют использовать не более 50% переработанного порошка в будущих отпечатках, как указано выше. В результате в процессе печати SLS всегда есть элемент потерь.
- Стоимость. Даже настольный SLS-принтер может стоить от 5 000 до 40 000 долларов — гораздо больше, чем аналогичные принтеры, использующие другие технологии AM. Как вы понимаете, промышленные SLS-принтеры очень быстро становятся очень дорогими.
Когда использовать SLS
Наиболее популярно использование SLS в быстром прототипировании, где его скорость и самоподдерживающийся характер делают его идеальным. SLS позволяет разработчикам легко создавать и тестировать широкий спектр прототипов, не ограничиваясь необходимостью включать структурные опоры или использовать более традиционные методы производства, такие как литье под давлением.
Какие отрасли используют SLS?
Благодаря преимуществам, которые он дает, SLS широко используется в аэрокосмической, автомобильной и медицинской промышленности.
В то время как производители аэрокосмической и автомобильной промышленности используют в основном металлические и композитные порошки для достижения высокого уровня долговечности, производители медицинских изделий обычно отдают предпочтение термопластичному полиуретану (ТПУ) — гибкому и очень прочному пластику с превосходными механическими свойствами, долговечностью и устойчивостью к маслам и химическим веществам.
SLS обычно используется в обстоятельствах, когда цена не является основным фактором, по крайней мере, с точки зрения приобретения капитального оборудования. Системы SLS могут быть чрезвычайно дорогими, что является основной причиной того, что этот процесс в основном используется в промышленных условиях.
Однако, помимо капитальных затрат, производители, которые производят много деталей в небольших объемах, например. прототипы — можно реально сэкономить на расходах с помощью SLS. SLS широко используется для производства небольших объемов и деталей на заказ, в основном потому, что его легко производить без значительных затрат на инструменты.
Общие варианты использования включают:
- Пользовательские инструменты и приспособления
- Топливные баки
- Воздуховоды
- Архитектурные модели
- Компоненты для беспилотных летательных аппаратов, предназначенные для полетов
- Автомобильный дизайн
- Художественные скульптуры
Что дальше для SLS?
В настоящее время SLS в основном ограничен промышленным использованием — в первую очередь из-за высокой стоимости 3D-принтеров SLS, а также из-за использования мощных лазеров и порошковых материалов. На данный момент, если вы любитель или создатель дома, другие методы, такие как FDM и SLA, являются более доступными вариантами. Однако в промышленных условиях системы SLS могут быть чрезвычайно полезными.
Однако, как и во всех методах AM, SLS полагается на способность производителя создавать высокоточные и оптимизированные 3D-модели. И, учитывая ограничения SLS — в частности, его невозможность печатать детали с тонкими стенками или острыми краями — для создания и оптимизации этих моделей необходимы определенные программные функции.
Свяжитесь с нами сегодня, чтобы узнать, как Spatial может помочь вам встроить мощную функциональность SLS и всеобъемлющие предварительно встроенные библиотеки в ваши аппаратные и программные решения.
3D печать
- 3D-печать и аддитивное производство:в чем разница?
- Пересмотр процесса интеграции программного обеспечения для операций аддитивного производства
- Пандемия ускоряет переход к трехмерной печати
- Пример использования 3D-печати в производстве
- Что входит в производственный процесс?
- Аддитивное производство в медицине и стоматологии
- Как в полной мере использовать САПР в процессе аддитивного производства
- Основные виды аддитивного производства
- Будущее 3D-печати в производстве
- Является ли 3D-печать будущим производства?