


Термины 3D-печати — полный глоссарий
Существует бесконечное количество терминов 3D-печати. В то время как некоторые термины очень распространены и часто используются, некоторые нет, поэтому при чтении легко потеряться в терминологии. По этой причине я решил составить полный глоссарий любых трехмерных терминов.
В этой статье я кратко расскажу о каждом термине 3D-печати.
Типы филамента

АСА
Акрилонитрил-стирол-акрилат (ASA) — это тип нити, изначально созданный как альтернатива ABS, с лучшей устойчивостью к атмосферным воздействиям и меньшей деформацией. ASA устойчив к ультрафиолетовому излучению и обладает отличными механическими свойствами, поскольку он является жестким и ударопрочным. Из-за этих свойств ASA в основном используется для наружного применения. Печать с использованием ASA следует выполнять в хорошо проветриваемых помещениях, так как при этом выделяются токсичные пары.
АБС
Акрилонитрил-бутадиен-стирол (АБС) — один из старейших и самых популярных нитей для 3D-печати. Это недорогая нить с высокой термостойкостью и хорошей долговечностью. Для правильной печати из ABS вам понадобится нагретая печатная платформа или камера с подогревом, так как эта нить склонна к сильному короблению без достаточного нагрева. Используйте в хорошо проветриваемых помещениях, чтобы избежать паров, образующихся в процессе плавки (статья по теме).
ПЭТГ
Полиэтилентерефталатгликоль (PETG) представляет собой полужесткую нить для 3D-печати. Объекты, напечатанные с помощью PETG, будут иметь блестящую и гладкую поверхность. Известный своей долговечностью и простотой использования, PETG занимает промежуточное положение между PLA и ABS (наиболее часто используемыми нитями), поскольку он более гибкий и долговечный, чем PLA, и более простой в использовании, чем ABS. PETG гигроскопичен, поэтому храните его в сухом прохладном месте (статья по теме).
ПЛА
Полимолочная кислота (PLA) — наиболее часто используемый филамент в 3D-печати. Печатать PLA легко, так как он плавится при низких температурах и практически не деформируется, что делает его идеальным для начинающих. Избегайте PLA для наружного применения, так как он имеет низкую термостойкость и может деформироваться под воздействием солнечных лучей (статья по теме).
Нейлон
Нейлон — это прочный, долговечный и гибкий тип нити. Некоторым принтерам потребуется модернизация, прежде чем они смогут печатать нейлоном, поскольку для успешной печати без коробления требуются высокие температуры печати и нагретая платформа. Нейлон следует хранить в герметичных мешках, чтобы предотвратить впитывание влаги; если этого не сделать, влага в нити может привести к дефектам печати.
БЕДРА
Ударопрочный полистирол (HIPS) в основном используется в качестве растворимой опорной структуры вместе с ABS в принтерах с двойной экструзией. HIPS растворится в лимонене, и останется только ABS без следов поддержки. ABS — единственная нить, которая не повреждается лимоненом. HIPS также можно использовать в качестве одиночной нити, он легче и прочнее, чем PLA, и меньше деформируется, чем ABS.
ПВА
Поливиниловый спирт (ПВА) — это нить, используемая в качестве основы для сложных отпечатков в 3D-принтерах с двойной экструзией. Он растворяется в теплой воде, поэтому его можно сочетать со многими нитями, в отличие от HIPS, который поддерживает только ABS. ПВА очень чувствителен к влаге, поэтому его следует хранить в герметичных контейнерах, чтобы катушка оставалась пригодной для длительного использования.
Гибкость (TPE, TPU, TPC)
Гибкие нити (TPE, TPU, TPC) обладают резиноподобными свойствами, что означает, что они очень эластичны и могут легко сгибаться и растягиваться, не ломаясь. Эти нити мягкие и прочные, так как обладают высокой ударопрочностью. Боуденовским экструдерам может быть сложно печатать гибкой нитью, потому что она может прилипнуть и повредить трубку из ПТФЭ (ознакомьтесь с нашей статьей).
Углеродное волокно
Углеродное волокно используется для усиления других нитей для улучшения свойств материала. Нити, наполненные углеродным волокном, демонстрируют повышенную прочность и жесткость. В результате получается прочный и легкий материал, идеально подходящий для структурных применений. Эти волокна очень абразивны и быстро повреждают латунные сопла, поэтому рассмотрите возможность использования сопла из твердого материала для этих нитей.
Полипропилен
Полипропилен (ПП) — прочная и долговечная нить. Обладает высокой термостойкостью и обеспечивает гладкую поверхность. Проблема с полипропиленом заключается в том, что из него, как известно, трудно печатать, поскольку он склонен к сильному короблению и, кроме того, имеет плохую адгезию слоев.
Поликарбонат
Поликарбонат (ПК) — одна из самых прочных 3D нитей; эта нить очень прочная, долговечная и в то же время гибкая. ПК также обладает очень хорошей термостойкостью и ударопрочностью, что делает его надежным вариантом для суровых условий. Большинству принтеров потребительского класса потребуется модернизировать горячий конец для печати с ПК, поскольку для этого требуются очень высокие температуры печати. Поликарбонатная нить гигроскопична, поэтому ее необходимо хранить в сухом месте, чтобы сохранить целостность катушки.
Проводящая нить
Проводящая нить способна проводить электричество. Этот вид нити используется для низковольтных цепей. В большинстве случаев PLA или ABS являются основным материалом, используемым в проводящей нити, но они не единственные. В зависимости от производителя эти нити имеют разные значения удельного сопротивления.
Магнитная нить
Магнитные нити представляют собой базовые нити PLA или ABS, наполненные железным порошком. В результате получается нить, которая действует как металл и притягивается к магнитным полям. Это абразивная нить, и следует использовать сопло из закаленной стали (ознакомьтесь с нашей статьей на эту тему).
Деревянная нить
Древесные нити обычно представляют собой базовые нити PLA в сочетании с древесными волокнами, которые выглядят и ощущаются как дерево. Эта композитная нить менее гибкая и более слабая, чем обычная версия PLA. Также от печати этим материалом могут пострадать и повредиться сопла (ознакомьтесь с нашей статьей на эту тему).
Существенные термины
Температура стеклования (Tg)
Температура стеклования (Tg) — это температура, при которой материал переходит из твердого твердого состояния в мягкое, липкое состояние. С материалами с низкой Tg, такими как PLA, легче манипулировать, поскольку для их обработки не требуются высокие температуры. Точно так же материалы с высокой Tg смогут выдерживать суровые условия, поскольку их труднее деформировать (полная статья). Измеряется в C° или F°.
Прочность на растяжение
Прочность на растяжение показывает, какое напряжение может выдержать материал, прежде чем он сломается. Всякий раз, когда вы печатаете детали для прочности и долговечности, используйте нити с высокой прочностью на растяжение, такие как поликарбонат (если ваш принтер позволяет это). Обычно измеряется в Паскалях.
Электропроводность
Электропроводность относится к свойству или способности материала проводить или передавать тепло или электричество. Обычно измеряется в сименсах на метр.
Эластичность
Эластичность – это способность физического объекта деформироваться при приложении к нему достаточной силы, а затем возвращаться к исходным размерам и форме при устранении этой силы.
Усталостная прочность
Усталостная прочность показывает, какое напряжение материал может выдержать за заданное количество циклов без разрушения. Измеряется как количество циклов растяжения-сжатия.
Вязкость
Вязкость относится к сопротивлению жидкости изменению формы, другими словами, она измеряет сопротивление жидкости течению. Например, вода имеет меньшую вязкость, чем мед. Обычно она выражается в сантипуазах (сП), что эквивалентно 1 мПа в секунду.
Гигроскопичность
Гигроскопичный материал поглощает влагу из окружающей среды. Когда эти материалы поглощают молекулы воды, они могут физически изменяться, изменяя свои свойства. Его можно измерить, сравнив объем объекта в сухом и увлажненном состояниях.
Детали 3D-принтера
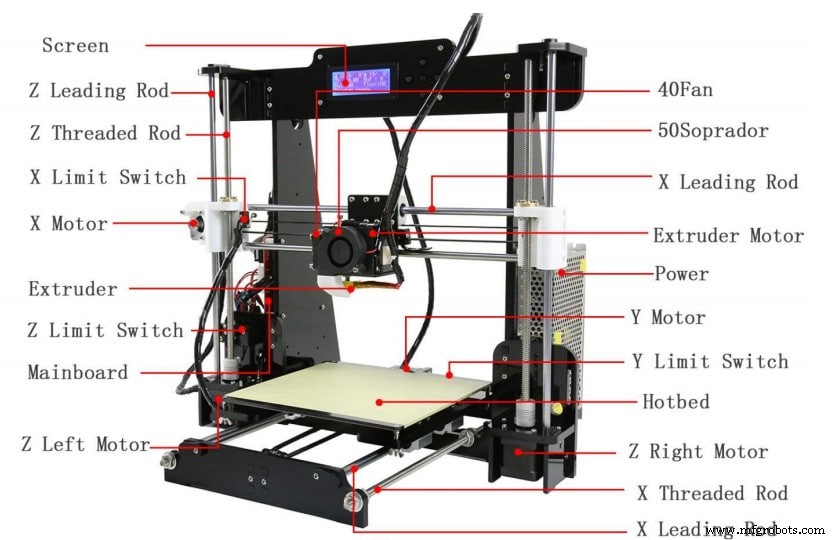
Плата контроллера
Плата контроллера — это «мозг» вашего 3D-принтера. Он выполняет все электронные функции и требования 3D-принтера. Эти печатные платы (PCB) получают G-код от слайсера и преобразуют его в команды для двигателей и нагревательных компонентов 3D-принтера.
Экструдер
Экструдер — это часть 3D-принтера, которая управляет перемещением и обработкой нити, чтобы наносить ее последовательными слоями для формирования 3D-объекта. Экструдер состоит из 2 элементов:холодного и горячего конца.
Холодный конец
Холодный конец — это часть 3D-принтера, куда подается нить. Там приводные шестерни захватывают нить и проталкивают ее в горячий конец. В экструдерах с прямым приводом холодная часть находится непосредственно над горячей частью. В то время как в установках Боудена приводные шестерни обычно устанавливаются на раме принтера.
Горячий конец
Горячий конец — это часть 3D-принтера, в которой нить плавится, а затем последовательно укладывается в печатную платформу. Нить накала проталкивается через непроводящую тепло трубку в блок нагревателя, где она расплавляется, а затем выталкивается из сопла.
Сопло
Сопло ввинчивается в блок нагревателя и является последней частью горячего конца, через который проходит нить, прежде чем попасть в печатную платформу. Сопла бывают разного диаметра и из разных материалов, чаще всего используется латунь, а самый популярный диаметр — 0,4 мм. Не используйте латунные сопла при печати абразивными нитями, так как они могут быстро выйти из строя.
Трубка Боудена
В установке Боудена приводные шестерни обычно устанавливаются на раме принтера. Оттуда нить проталкивается через трубку Боудена в горячий конец. Трубка Боудена обычно изготавливается из термостойкого ПТФЭ пластика, который защищает нить накала.
Нагревательный блок
Блок нагревателя является частью хотэнда и работает как проводник тепла. Картридж нагревателя нагревает блок нагревателя, который затем нагревает сопло. Нагревательные блоки обычно изготавливаются из алюминия, так как он является отличным проводником тепла.
Патрон нагревателя
Картридж нагревателя — это элемент, отвечающий за выработку тепла в 3D-принтере. Они вставлены в нагревательный блок и производят тепло от электрического тока. Тепло проходит через блок нагревателя к соплам, где нить плавится.
Термистор
Термистор вставляется в блок нагревателя и сообщает 3D-принтеру, насколько горячий блок нагревателя. Это важно, потому что для плавления разных типов нити требуется разная температура печати.
Охлаждающий вентилятор
Охлаждающий вентилятор является частью хотэнда и в сочетании с радиатором помогает рассеивать тепло. Без охлаждающего вентилятора тепло, создаваемое высокими температурами печати, может выйти за пределы горячего конца и преждевременно расплавить нить. Если нить расплавится до того, как попадет в хотэнд, вам, скорее всего, придется иметь дело с засорением.
Вееры слоев
Веер слоев важен для успешной печати некоторых филаментов. Он расположен рядом с соплом и предназначен для охлаждения филамента, когда он выходит на печатную платформу. Так мы помогаем расплавленной нити быстрее затвердеть и избежать деформации.
Ограничители
Концевые упоры сообщают вашему 3D-принтеру, насколько далеко он может перемещать сопло по осям X, Y, Z. Концевые упоры отвечают за предотвращение схода с рельсов и заторов на заданной оси. Наиболее распространены механические переключатели, но есть также оптические и магнитные.
Кровать для печати
Платформа печати — это поверхность, на которой печатает 3D-принтер. В идеале он обеспечивает идеально плоскую поверхность, на которую может выдавливать сопло. Печатная платформа также придает первому слою липкую поверхность, чтобы предотвратить отсоединение нити. В зависимости от материала печатной платформы вам может понадобиться нанести немного клея, чтобы нить приклеилась к ней. Чаще всего используются стеклянные печатные платформы, но есть и другие материалы с другими свойствами.
Двигатели осей X, Y, Z
Осевые двигатели отвечают за перемещение сопла 3D-принтера по разным осям. Для успешной печати осевые двигатели должны правильно перемещать горячий конец. Любая неисправность осевых двигателей приведет к снижению качества и скорости печати.
Условия устранения неполадок
Деформация
У вас возникает проблема деформации всякий раз, когда вы видите, что нить скручивается от платформы печати во время 3D-печати. Деформация возникает, когда нить остывает неравномерно, так как пластик сжимается при охлаждении. Если нить сожмется слишком сильно, она поднимется и отделится от печатной платформы. Чтобы предотвратить деформацию, убедитесь, что нить хорошо прилегает к печатной платформе. Некоторые нити более склонны к деформации, и во избежание этого требуется использовать нагретую платформу.
Тепловая ползучесть
Тепловая ползучесть относится к проблеме 3D-печати, когда тепло распространяется вверх за пределы зоны плавления и начинает ослаблять и размягчать нить раньше времени. Эта проблема вызывает сбои в работе экструдера и в конечном итоге может привести к засорению. Чтобы избежать утечки тепла, попробуйте снизить температуру печати и убедитесь, что охлаждающие вентиляторы работают.
Связь
Мост в 3D-печати — это, по сути, экструзия нити, подвешенной в воздухе, которая соединяет две колонны. Когда принтеру не удается перекрыть небольшой зазор, возникает проблема с перекрытием. Проблемы с наведением мостов встречаются довольно часто; чтобы решить эту проблему, попробуйте увеличить скорость вентилятора слоя и уменьшить температуру и скорость печати (статья по теме).
Точность размеров
Всякий раз, когда размер вашего напечатанного объекта отличается от первоначального, вы сталкиваетесь с проблемами точности размеров. Насколько точно напечатанный объект соответствует размеру и характеристикам исходного файла, зависит от многих факторов. Поэтому, прежде чем вы начнете затягивать пояса и настраивать прошивку, распечатайте тестовый куб, чтобы увидеть, насколько точен ваш принтер. Известно, что ABS дает усадку до 8 % при охлаждении.
Иллюминация или звон
Двоение, звон, рябь, эхо — все эти термины относятся к нежелательному наличию повторяющихся линий или элементов на поверхности 3D-печатных объектов. Это вызвано быстрыми изменениями скорости и направления экструдера, что приводит к вибрациям. Чтобы предотвратить эту проблему, уменьшите скорость печати и уменьшите параметры ускорения и рывков (полная статья о том, как решить эту проблему).
Чрезмерное выдавливание
Всякий раз, когда 3D-принтер выдавливает больше нити, чем предполагает программа, это называется чрезмерной экструзией. Чрезмерная экструзия приводит к ухудшению качества отпечатков и может полностью испортить печатный объект. Возможные решения проблемы чрезмерной экструзии:снижение температуры печати, уменьшение расхода экструзии и установка правильного диаметра нити в слайсере (полная статья о том, как решить эту проблему).
Недоэкструзия
Всякий раз, когда 3D-принтер экструдирует меньше нити, чем то, что программа считает, это называется недоэкструзией. Недоэкструзия ослабляет структуру 3D-печатного объекта. Если вы видите, что слои вашей модели слишком тонкие или имеют отверстия или зазоры, вы, скорее всего, испытываете недостаточное выдавливание. Чтобы исправить недостаточное экструдирование, задайте в программном обеспечении правильный диаметр нити и увеличьте температуру печати и скорость потока экструзии (сопутствующая статья по устранению неполадок).
Прилипание к кровати
Прилипание к кровати относится к тому, насколько липкой является ваша платформа для печати. Для успешной печати важно, чтобы нить прилипала к платформе печати. Плохая адгезия к столу может привести к деформации среди других проблем с печатью. Чтобы предотвратить проблемы с прилипанием к платформе, убедитесь, что платформа для печати выровнена и чиста. Если проблема не устранена, клей-карандаши и лаки для волос могут обеспечить дополнительную адгезию к печатной платформе.
Разделение слоев
Разделение слоев связано со связями между слоями. Для успешной печати каждый слой должен адекватно прилипать к нижнему. Плохая адгезия слоя к слою может привести к сильно дефектным отпечаткам. Разделение слоев легко обнаружить, так как вы увидите промежутки между слоями. Ознакомьтесь с нашей статьей о причинах и решениях этой проблемы.
Засорен экструдер
Забитый экструдер означает, что ваш 3D-принтер больше не может правильно выдавливать нить. Обычно это вызвано закупоркой внутри сопла. Чтобы предотвратить засорение экструдера, убедитесь, что у вас правильная температура печати для вашей нити и что она чистая. Также проверьте, чтобы сопло не было слишком близко к печатной платформе, так как иногда не хватает места для экструзии (как починить засорившийся экструдер).
Пробелы
Зазоры — распространенная проблема в 3D-печати. У вас могут быть промежутки между линиями в первом и верхнем слое или между слоями. В зависимости от того, где находятся пробелы (как исправить пробелы), применяются разные решения.
Капли и прыщи
Капли и прыщики — это небольшие комочки на внешней поверхности 3D-печатного объекта. Это происходит в том месте, где экструдер заканчивает печатать часть внешней оболочки и начинает печатать новую. Чтобы предотвратить образование пятен и прыщей, убедитесь, что в слайсере установлены оптимальные параметры втягивания и движения по инерции.
Слабое заполнение
Заполнение обеспечивает поддержку структуры 3D-печатного объекта. Слабое заполнение означает, что печать может легко сломаться. Чтобы избежать этой проблемы, используйте сильный шаблон заполнения. Если проблема не устранена, уменьшите скорость печати и увеличьте процент заполнения (полная статья).
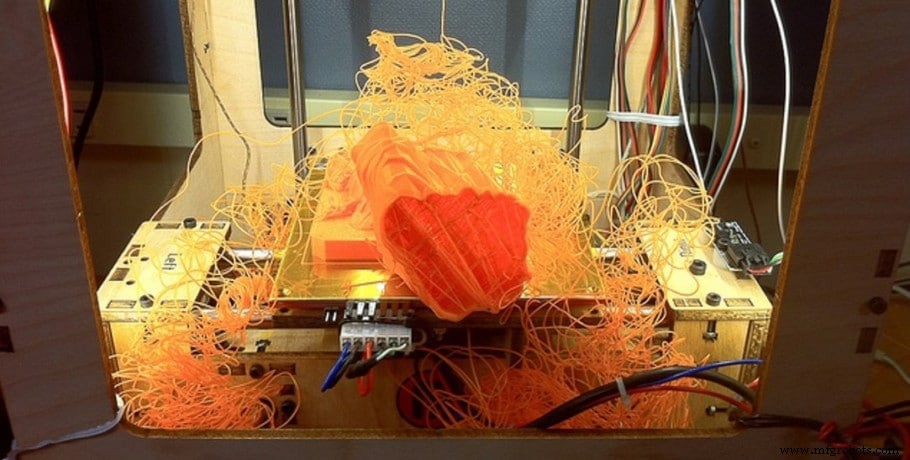
Нанизывание
Когда экструдер перемещается через открытое пространство в новое место для печати, часть нити может вытекать из сопла и прикрепляться к печатному объекту. Эта проблема называется натягиванием и делает ваши отпечатки похожими на паутину. Чтобы предотвратить натяжение, уменьшите температуру печати и убедитесь, что у вас есть правильные настройки ретракции (полная статья).
Сдвиг слоя
Смещение слоя — это ошибка в 3D-печати, когда принтер работает со сбоями и слои размещаются не на своем месте. Слои неправильно позиционируются относительно друг друга, это может происходить постепенно или как одно большое смещение. Это может произойти из-за чрезмерной скорости, механических или электрических проблем.
Перегрев
Перегрев — это проблема 3D-печати, когда нить экструдируется при высокой температуре и, следовательно, не может вовремя остыть и сохранить желаемую форму. Перегрев можно устранить с помощью правильной температуры печати и вентиляторов слоя.
Слоновья нога
Слоновья нога описывает недостаток 3D-печати, когда первый слой 3D-печатного объекта немного больше остальных. Иногда вес верхних слоев вызывает достаточное давление, чтобы выгнуть первый слой, если он не полностью остыл. Слоновью ногу можно исправить, выровняв платформу для печати, уменьшив температуру нагреваемой платформы или добавив к модели подложку (статья по теме).
Технологии 3D-печати
Стереолитография (SLA)
Стереолитография (SLA) — популярная технология 3D-печати. В этой технологии используется лазер для отверждения светочувствительной смолы послойным методом. SLA — один из самых точных методов 3D-печати, поскольку он обеспечивает высокое качество деталей, жесткие допуски на размеры и гладкую поверхность. Недостатком является то, что SLA обычно медленнее, смолы хрупкие, а компоненты дорогие. Для получения более прочных отпечатков рекомендуется последующая обработка УФ-отверждением (статья по теме).
Цифровая обработка света (DLP)
Цифровая обработка света (DLP) — это метод 3D-печати, в котором используется свет специального экрана проектора для затвердевания светочувствительной смолы. DLP создает весь слой за раз, что делает его быстрее, чем SLA. Для достижения желаемой формы цифровое микрозеркальное устройство (DMD), расположенное между источником света и полимером, направляет свет и создает рисунок слоя.
Моделирование методом плавления (FDM)
Моделирование методом наплавления (FDM) является наиболее популярным методом аддитивного производства. Он включает в себя подачу в 3D-принтер термопластичной нити, которая нагревается выше температуры стеклования. Затем расплавленный филамент послойно выдавливается на печатную платформу. Принтеры FDM дешевле полимерных и могут использовать самые разные материалы для печати (сопутствующая статья).
Селективное лазерное спекание (SLS)
Селективное лазерное спекание (SLS) — это метод быстрого аддитивного производства. Эта технология позволяет создавать трехмерные объекты путем спекания мелких частиц полимерного порошка. После того, как валик наносит тонкий слой порошка на печатную платформу, лазер нагревает материал и сплавляет его вместе. Когда слой закончил печать, платформа для печати опускается и накладывается еще один слой порошка, чтобы процесс продолжался. Этот метод не требует подложек, так как подложкой служит сам порошок. После завершения печати необходимо удалить неспеченный порошок с модели.
Селективное лазерное плавление (SLM)
Селективное лазерное плавление (SLM) — еще один метод быстрого аддитивного производства. В SLM для плавления и сплавления металлического порошка используется лазер. Ролик распределяет металлический порошок по печатной платформе, и когда лазер заканчивает печатать слои, печатная платформа опускается, и процесс повторяется. В отличие от SLS, для SLM требуются опоры для свесов, поскольку материал тяжелее.
Электронно-лучевая плавка (ЭЛП)
Электронно-лучевая плавка (EBM) — это технология аддитивного производства, используемая для печати металлических деталей. Процесс печати происходит в вакуумной камере, где высокоэнергетический электронный пучок сплавляет металлический порошок для создания желаемых деталей слой за слоем. Этот метод очень быстрый и позволяет создавать сложные и высокопрочные объекты. Машины и материалы EBM дороги, поэтому эта технология в основном используется в отраслях с высокой добавленной стоимостью.
Производство ламинированных объектов (LOM)
Производство ламинированных объектов (LOM) — это быстрый процесс аддитивного производства, при котором модели создаются с использованием бумажных, пластиковых или металлических ламинатов. Материал последовательно склеивается с помощью тепла и давления, а желаемая форма объекта вырезается с помощью лазерного резака.
Программное обеспечение для 3D-печати
Популярное программное обеспечение САПР для 3D-печати
Блендер
Blender — это бесплатное программное обеспечение с открытым исходным кодом, которое поддерживает весь конвейер 3D. Это замечательная программа для художественного дизайна, в которой вас больше заботит естественный вид реалистичных форм, чем точность размеров. Поскольку это открытый исходный код, разработчики Python могут использовать API Blender для создания своих собственных инструментов (полный обзор).
ZBrush
ZBrush — король цифровой скульптуры, поскольку он предлагает огромный и изысканный выбор скульптурных кистей. Это программное обеспечение может обрабатывать очень большое количество полигонов, что позволяет дизайнерам создавать невероятно подробные модели. Для использования программы требуется платная подписка (полный обзор).
SketchUp
SketchUp — это браузерное программное обеспечение для автоматизированного 3D-дизайна с бесплатной и платной версиями. Это отличное программное обеспечение для начинающих, интересующихся строительством и дизайном интерьеров, поскольку это одна из самых простых программ 3D-моделирования в САПР для начала работы в мире 3D-проектирования (полный обзор).
Fusion360
Fusion360 — это облачное программное обеспечение 3D CAD для проектирования и производства продуктов. Его лучше всего использовать для точного моделирования, поэтому он идеально подходит для функциональной 3D-печати, где требуются точные допуски и определенные углы. Для профессионального использования необходимо оплатить подписку, но для личных нужд она бесплатна (полный обзор).
FreeCAD
FreeCAD — это бесплатное программное обеспечение для параметрического 3D-моделирования с открытым исходным кодом. Эта программа предназначена для разработки моделей для механических целей, таких как точные запасные части и сложные технические объекты. Поскольку FreeCAD полностью параметрический, его не рекомендуется использовать для моделирования органических форм (полный обзор).
SolidWorks
SolidWorks — популярное программное обеспечение для автоматизированного проектирования, считающееся отраслевым стандартом для проектирования. Он ориентирован на параметрический дизайн, поэтому органическое моделирование с этой программой не очень практично. SolidWorks изначально был разработан для создания механических объектов, объединяющих механизмы и узлы. Для использования этого программного обеспечения требуется платная лицензия (полный обзор).
Тинкеркад
Tinkercad — это бесплатное программное обеспечение для 3D-дизайна на основе браузера. Это отличный инструмент, чтобы познакомить детей с чудесами 3D-моделирования, поскольку с его помощью довольно легко получить основные понятия. В Tinkercad вы проектируете, используя предустановленный каталог форм, что ограничивает ваши возможности, но вы все равно можете создавать с их помощью потрясающие модели (полный обзор).
Популярные слайсеры для 3D-печати
Кура
Cura — очень популярное бесплатное приложение для нарезки 3D-принтеров с открытым исходным кодом. Это простой и доступный слайсер как для новичков, так и для экспертов. Новички скоро узнают, как легко использовать это программное обеспечение с его дружественным, понятным интерфейсом и рекомендуемыми предустановленными настройками. Для экспертов есть более 400 настроек, которые вы можете настроить, чтобы получить желаемые результаты (см. сравнение слайсеров).
Упростить 3D
Simplify3D — платная программа для создания 3D-слайсеров. Из-за своей стоимости он в основном используется профессионалами в коммерческих целях. Simplify3D дает пользователям возможность работать с несколькими процессами. Вы можете установить разные параметры для разных объектов на печатной платформе и даже разную высоту слоя для одной и той же модели. Кроме того, Simplify3D — это быстрый слайсер, который может импортировать большие файлы и мгновенно отображать их (см. сравнение слайсеров).
KISSlicer
KISSlicer — это приложение для нарезки 3D-принтеров с бесплатной и платной версиями. Большинство производителей найдут, что бесплатная версия удовлетворит их потребности, но некоторым могут потребоваться более расширенные настройки в версии Pro, такие как параметры двойной экструзии. Этот слайсер прост в использовании и в то же время имеет множество расширенных функций нарезки для получения качественных отпечатков.
Slic3r
Slic3r — отличное бесплатное программное обеспечение для нарезки с открытым исходным кодом для 3D-принтеров. Этот слайсер больше подходит для экспертов, так как у него слишком много настроек и экспериментальных функций. Slic3r — это универсальная программа, которая может подобрать все, что вы ей подбрасываете, ее можно даже использовать для распечаток SLA.
Октопринт
OctoPrint — это бесплатное приложение для удаленного управления 3D-принтером с открытым исходным кодом. С устройством с поддержкой Wi-Fi, таким как Raspberry Pi, подключенным к 3D-принтеру, вы получаете полный контроль над своими отпечатками через веб-браузер или портативное устройство. Кроме того, OctoPrint может нарезать файлы STls, поскольку в него встроен CuraEngine.
PrusaSlicer
PrusaSlicer — это бесплатное программное обеспечение с открытым исходным кодом, основанное на Slic3r. Эта программа предоставляет три режима для использования:начинающий, продвинутый и эксперт. Эти режимы в сочетании с понятным и простым пользовательским интерфейсом делают программу удобной для пользователя. Это многофункциональное программное обеспечение можно использовать как для FDM, так и для полимерных принтеров (см. сравнение слайсеров).
Форматы файлов

STL
STL является наиболее часто используемым форматом файлов в 3D-печати. Когда процесс моделирования завершен, объект сохраняется в виде файла STL, в котором хранится информация о 3D-модели в виде сетки мозаичных треугольников.
Большинство 3D-принтеров не могут напрямую интерпретировать STL, поэтому перед печатью файл преобразуется в G-код. Файлы STL содержат только информацию о геометрии поверхности 3D-модели. Нет информации о цвете, фактуре, а также не проверяется стабильность геометрии объекта, что может привести к ошибкам.
G-код
3D-принтеры (и большинство станков с ЧПУ) считывают G-код, чтобы получить инструкции по печати модели. G-код последовательно предоставляет все команды (экструзионные движения, температура, вентиляторы, скорость и т. д.), которые 3D-принтер будет выполнять для печати нужной модели.
ОБЖ
OBJ — еще один популярный формат файлов, используемый для сохранения проекта после завершения процесса моделирования. OBJ может хранить геометрию, цвет и текстуру поверхности модели. С OBJ вы можете получить более гладкие поверхности, так как он может использовать различные типы полигонов.
АМФ
AMF должен был заменить STL в качестве основного формата файла в 3D-печати. Разработанный, чтобы быть быстрее, AMF имеет встроенную поддержку спецификаций файлов, таких как геометрия поверхности, цвет, материал и ориентация. Однако технология AMF не всегда поддерживается в индустрии 3D-печати.
3MF
3MF — это формат файлов с открытым исходным кодом для аддитивного производства, который набирает популярность в индустрии 3D-печати. 3MF обладает высокой точностью и может хранить производственные данные, такие как настройки слайсера, в дополнение ко всей соответствующей информации о модели (геометрия поверхности, цвет и текстура). Эти файлы обычно не содержат ошибок и готовы к печати.
VRML и X3D
VRML и его преемник X3D — это стандартные форматы файлов, используемые для представления трехмерных объектов интерактивного мира в Интернете. В этих файлах можно указать геометрию поверхности, цвет и текстуру. Некоторые слайсеры могут напрямую читать эти форматы файлов.
DWG
DWG (чертеж) — это проприетарный двоичный формат файла, который содержит все данные о проекте САПР. DWG — это собственный формат для нескольких программ САПР, который в основном используется инженерами, дизайнерами и архитекторами.
F3D
F3D — это собственный формат файлов, используемый Fusion360 для хранения локальных архивов моделей, проектов и ресурсов.
DXF
DXF — это формат файлов данных САПР, разработанный Autodesk. DXF был создан для обеспечения взаимодействия данных между AutoCAD и другим программным обеспечением.
ШАГ
Формат файла STEP используется для взаимодействия между всеми программами САПР. Этот формат файла с открытым исходным кодом может точно описать любую форму, используя математические представления трехмерной геометрии (NURBS).
СБ
Файлы SAT хранят данные трехмерной геометрии в стандартном текстовом формате. Этот формат поддерживается многими программами 3D CAD, поэтому его можно использовать для взаимодействия, и он сохраняется в формате твердотельного моделирования ACIS компании Spatial.
X3G
X3G — это формат файлов траекторий, разработанный MakerBot. Это упрощенная и эффективная альтернатива G-коду, которая проще для принтеров MakerBot.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- ULTEM &PEEK:полное руководство по высокопроизводительным материалам для 3D-печати
- 6 способов снизить стоимость 3D-печати
- Роль вложенности в полимерной 3D-печати
- Печать предохранителя 1 с предохранителем 1
- Раскрывая прошлое с помощью 3D-печати
- 3D-печать в развивающихся странах
- 3D-печать:3 самых больших заблуждения
- Будущее 3D-печати в производстве
- Является ли 3D-печать будущим производства?
- Глоссарий терминов, связанных с окружающей средой