


Что такое SLA 3D-печать?
В этом введении в стереолитографию (SLA) мы рассмотрим основные принципы процесса, чтобы определить, подходит ли он для вашего конкретного приложения. Прочитав эту статью, вы познакомитесь со всеми важными аспектами 3D-печати SLA.
Если вас интересуют процессы печати SLA Hubs, ознакомьтесь с нашими возможностями SLA.
Что такое стереолитография?
Стереолитография (SLA) — это процесс аддитивного производства, относящийся к семейству фотополимеризации в ванне. Также известная как 3D-печать смолой, существуют три основные технологии 3D-печати, связанные с полимеризацией в ванне:SLA, DLP и LCD. Все три технологии используют источник света для отверждения фотополимерной смолы, но со следующими отличиями:
-
Стереолитография (SLA) использует УФ-лазеры в качестве источника света для селективного отверждения полимерной смолы.
-
Цифровая обработка света (DLP) использует цифровой проектор в качестве источника УФ-излучения для отверждения слоя смолы.
-
Жидкокристаллический дисплей (ЖК-дисплей) использует модуль ЖК-дисплея для проецирования определенных световых шаблонов.
SLA является одной из наиболее широко используемых технологий фотополимеризации в ваннах. Он используется для создания объектов путем выборочного отверждения полимерной смолы слой за слоем с использованием ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA, представляют собой светочувствительные термореактивные полимеры в жидкой форме.
Запатентованная в 1986 году технология SLA стала первой технологией 3D-печати. И даже сегодня SLA по-прежнему остается самой рентабельной технологией 3D-печати, когда требуются детали с очень высокой точностью или гладкой поверхностью. Наилучшие результаты достигаются, когда дизайнер использует преимущества и ограничения производственного процесса.
Что посмотреть:как вы печатаете высокодетализированные детали с помощью SLA?
Вот короткое видео, которое научит вас всему, что вам нужно знать, чтобы начать работу с SLA 3D-печатью примерно за 10 минут.
Как работает SLA 3D-печать?
-
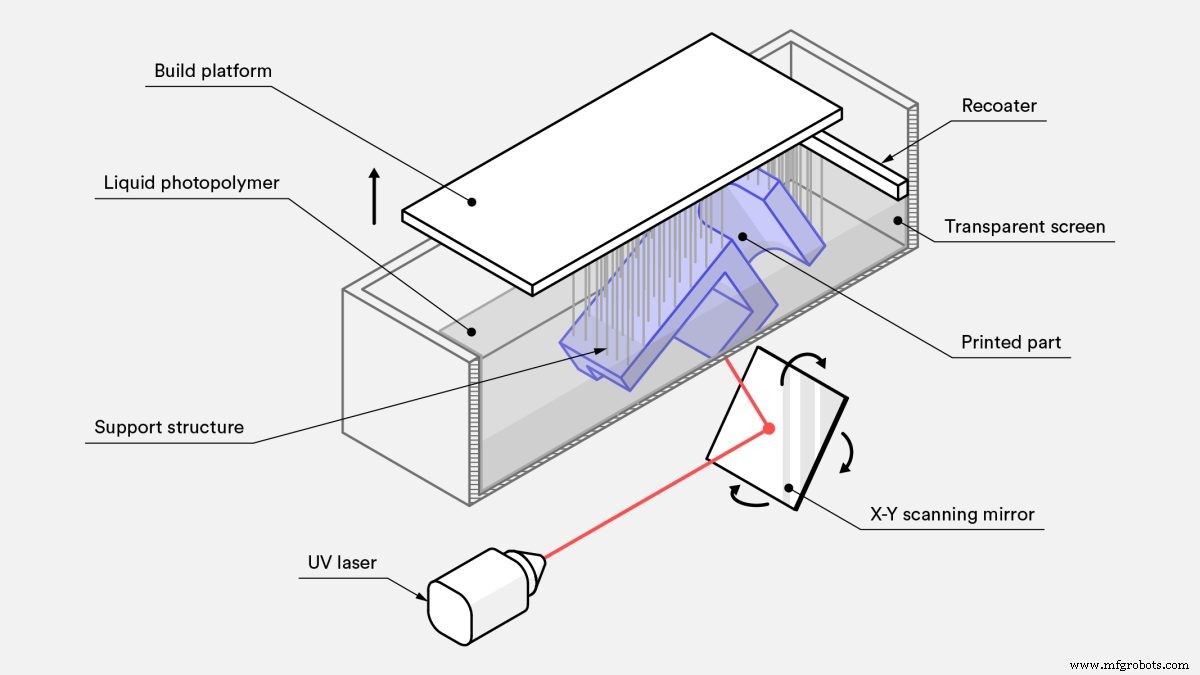
SLA 3D-печать работает, сначала размещая платформу сборки в резервуаре с жидким фотополимером на расстоянии высоты одного слоя от поверхности жидкости.
-
УФ-лазер создает следующий слой путем выборочного отверждения и отверждения фотополимерной смолы.
-
Во время процесса фотополимеризации мономерные углеродные цепи, составляющие жидкую смолу, активируются светом УФ-лазера и становятся твердыми, создавая прочные неразрывные связи между собой.
-
Лазерный луч фокусируется по заданной траектории с помощью набора зеркал, называемых гальво. Сканируется вся площадь поперечного сечения модели, поэтому изготавливаемая деталь является полностью цельной.
-
После печати деталь находится в не полностью отвержденном состоянии. Требуется дополнительная постобработка в ультрафиолетовом свете, если требуются очень высокие механические и термические свойства.
Процесс фотополимеризации является необратимым, и нет никакого способа преобразовать части SLA обратно в их жидкую форму. Нагрев этих деталей SLA заставит их сгореть, а не расплавиться. Это связано с тем, что материалы, произведенные с помощью SLA, состоят из термореактивных полимеров, а не из термопластов, которые используются при моделировании методом наплавления (FDM).
Каковы параметры печати SLA?
Большинство параметров печати в системах SLA фиксируются производителем и не могут быть изменены. Единственными входными параметрами являются высота слоя и ориентация детали (последняя определяет положение опоры).
Высота слоя :В диапазоне от 25 до 100 микрон. Нижняя высота слоя более точно фиксирует изогнутую геометрию, но увеличивает время и стоимость сборки, а также вероятность неудачной печати. Высота слоя 100 микрон подходит для большинства распространенных применений.
Размер сборки: Это еще один параметр, который важен для дизайнера. Размер сборки зависит от типа машины SLA. Существует две основные настройки машины SLA:ориентация сверху вниз и ориентация снизу вверх:
-
Принтеры сверху вниз поместите лазерный источник над резервуаром, и часть будет построена лицом вверх. Платформа сборки начинается с самого верха емкости для смолы и перемещается вниз после каждого слоя.
-
Снизу вверх принтеры размещают источник света под резервуаром для смолы (см. рисунок выше), и деталь создается в перевернутом виде. Резервуар имеет прозрачное дно с силиконовым покрытием, которое пропускает свет лазера, но предотвращает прилипание отвержденной смолы к нему. После каждого слоя отвержденная смола отделяется от дна резервуара по мере того, как платформа для сборки движется вверх. Это называется этапом пилинга.
Ориентация снизу вверх в основном используется в настольных принтерах, таких как Formlabs, тогда как ориентация сверху вниз обычно используется в промышленных системах SLA. Восходящие SLA-принтеры проще в изготовлении и эксплуатации, но размер их сборки ограничен. Это связано с тем, что силы, приложенные к детали на этапе отслаивания, могут привести к сбою печати. С другой стороны, принтеры с вертикальной печатью могут масштабироваться до очень больших размеров печати без большой потери точности. Расширенные возможности этих систем обходятся дороже.
В следующей таблице приведены основные характеристики и различия двух ориентаций:
| Восходящее соглашение об уровне обслуживания (для ПК) | Верхнее (промышленное) соглашение об уровне обслуживания | |
|---|---|---|
| Преимущества | + Более низкая стоимость + Широко доступно | + Очень большой размер сборки + Более быстрое время сборки |
| Недостатки | - Небольшой размер сборки - Меньший ассортимент материалов - Требуется дополнительная постобработка из-за широкого использования поддержки | – более высокая стоимость - Требуется оператор-специалист - Замена материала требует опорожнения всего бака |
| Популярные производители принтеров SLA | Формлабс | 3D-системы |
| Размер сборки | До 145 x 145 x 175 мм | До 1500 x 750 x 500 мм |
| Типичная высота слоя | от 25 до 100 мкм | от 25 до 150 мкм |
| Точность размеров | ± 0,5% (нижний предел:± 0,010–0,250 мм) | ± 0,15% (нижний предел ± 0,010–0,030 мм) |
Каковы характеристики SLA 3D-печати?
Основными характеристиками 3D-печати SLA являются необходимая поддерживающая структура, скручивание и адгезия слоев.
Вспомогательные конструкции
Структура поддержки всегда требуется в SLA. Опорные конструкции напечатаны из того же материала, что и деталь, и после печати их необходимо удалить вручную. Ориентация детали определяет расположение и величину поддержки. Рекомендуется ориентировать деталь таким образом, чтобы визуально критичные поверхности не соприкасались с опорными конструкциями.
Восходящие и нисходящие принтеры SLA используют поддержку по-разному:
-
Принтеры SLA сверху вниз: Требования к поддержке аналогичны требованиям для FDM . Они нужны для точной печати свесов и перемычек (критический угол свеса обычно равен 30°). Деталь можно ориентировать в любом положении, и они обычно печатаются плоскими, чтобы свести к минимуму объем поддержки и общее количество слоев.
-
Принтеры SLA "снизу вверх": Требования к поддержке могут быть более сложными. Выступы и перемычки по-прежнему должны поддерживаться, но минимизация площади поперечного сечения каждого слоя является наиболее важным критерием:силы, приложенные к детали на этапе очистки, могут привести к ее отделению от платформы сборки. Эти силы пропорциональны площади поперечного сечения каждого слоя. По этой причине детали ориентированы под углом, и уменьшение поддержки не является первостепенной задачей.


Керлинг
Одной из самых больших проблем, связанных с точностью деталей, изготовленных с помощью SLA, является скручивание. Скручивание похоже на деформацию в FDM.
В процессе отверждения смола немного сжимается под воздействием источника света принтера. При значительной усадке между новым слоем и ранее затвердевшим материалом возникают большие внутренние напряжения, что приводит к скручиванию детали.
Поддержка важна, чтобы помочь закрепить подверженные риску участки отпечатка на рабочей пластине и снизить вероятность скручивания. Ориентация деталей и ограничение больших плоских слоев также важны. Пересушивание (например, подвергание детали воздействию прямых солнечных лучей после печати) также может привести к скручиванию.
Лучший способ предотвратить скручивание — помнить об этом в процессе проектирования. По возможности избегайте больших тонких и плоских участков или добавляйте структуру, чтобы предотвратить скручивание детали.
Слипание слоев
Печатные детали SLA обладают изотропными механическими свойствами. Это связано с тем, что одного прохода УФ-лазера недостаточно для полного отверждения жидкой смолы. Более поздние лазерные проходы помогают ранее затвердевшим слоям сплавиться друг с другом в очень высокой степени. Фактически отверждение продолжается даже после завершения процесса печати.
Для достижения наилучших механических свойств детали SLA должны подвергаться постотверждению, помещая их в сушильный шкаф под интенсивный ультрафиолетовый свет (а иногда и при повышенных температурах). Это значительно улучшает твердость и термостойкость детали SLA, но делает ее более хрупкой. Результаты процесса постотверждения означают:
-
Тестовые образцы деталей, напечатанные стандартной прозрачной смолой с использованием настольного SLA-принтера имеют почти вдвое большую прочность на растяжение после отверждения (65 МПа по сравнению с 38 МПа).
-
Детали могут работать под нагрузкой при более высоких температурах (при максимальной температуре 58ºC по сравнению с 42ºC).
-
Удлинение при разрыве почти вдвое меньше (6,2% по сравнению с 12%).
Если оставить SLA-печатную деталь на солнце, это также может привести к отверждению. Хотя перед использованием настоятельно рекомендуется покрыть распылением прозрачной УФ-акриловой краски, поскольку длительное воздействие УФ-излучения оказывает пагубное влияние на физические свойства и внешний вид деталей SLA — они могут скручиваться, становиться ломкими или менять цвет.
Обзор основных характеристик 3D-печати SLA
Основные характеристики SLA приведены в таблице ниже:
| Стереолитография (SLA) | |
|---|---|
| Материалы | Фотополимерные смолы (термореакторы) |
| Точность размеров | ± 0,5% (нижний предел:±0,10 мм) – настольный ± 0,15% (нижний предел ± 0,01 мм) – промышленный |
| Типичный размер сборки | До 145 x 145 x 175 мм – настольный компьютер До 1500 x 750 x 500 мм — промышленные |
| Общая толщина слоя | 25–100 мкм |
| Поддержка | Всегда требуется (важно для изготовления точной детали) |
Какие материалы используются для SLA-печати?
Материалы SLA выпускаются в виде жидких смол, которые можно выбирать в зависимости от конечного использования детали, например, термостойкости, гладкой поверхности или устойчивости к истиранию. Таким образом, цена смолы сильно варьируется:от примерно 50 долларов за литр для стандартного материала до 400 долларов за литр для специальных материалов, таких как литейная или стоматологическая смола. Промышленные системы предлагают более широкий спектр материалов, чем настольные SLA-принтеры, что дает разработчику более строгий контроль над механическими свойствами печатаемой детали.
Материалы SLA (реактопласты) более хрупкие, чем материалы, изготовленные с использованием FDM или SLS (термопласты), и по этой причине детали SLA обычно не используются для функциональных прототипов, которые будут подвергаться значительным нагрузкам. Достижения в области материалов могут изменить это в ближайшем будущем.
В следующей таблице приведены преимущества и недостатки наиболее часто используемых смол.
| Материал | Характеристики |
|---|---|
| Стандартная смола | + Гладкая поверхность - Относительно хрупкий |
| Смола с высокой детализацией | + Более высокая точность размеров - Более высокая цена |
| Прозрачная смола | + Прозрачный материал - Требуется постобработка для очень четкой отделки |
| Литьевая смола | + Используется для создания шаблонов пресс-форм + Низкий процент зольности после выгорания |
| Прочная или долговечная смола | + механические свойства, подобные ABS или PP - Низкое термическое сопротивление |
| Высокотемпературная смола | + Термостойкость + Используется для литья под давлением и термоформования |
| Стоматологическая смола | + Биосовместимость+ Высокая стойкость к истиранию- Высокая стоимость |
| Гибкая смола | + Материал, похожий на резину- Низкая точность размеров |
Каковы варианты постобработки SLA?
Детали SLA могут быть обработаны в соответствии с очень высокими стандартами с использованием различных методов последующей обработки, таких как шлифование и полировка, напыление и обработка минеральным маслом. Чтобы узнать больше, прочитайте нашу обширную статью о постобработке деталей SLA.

Каковы преимущества SLA 3D-печати?
-
SLA может производить детали с очень высокой точностью размеров и сложными деталями.
-
Детали SLA имеют очень гладкую поверхность, что делает их идеальными для визуальных прототипов.
-
Доступны специальные материалы SLA, такие как прозрачные, гибкие и литые смолы.
Каковы недостатки 3D-печати SLA?
-
Детали SLA обычно хрупкие и не подходят для функциональных прототипов.
-
Механические свойства и внешний вид деталей SLA со временем ухудшаются, когда детали подвергаются воздействию солнечного света.
-
Вспомогательные конструкции всегда требуются, а постобработка необходима для удаления визуальных следов, оставленных на части SLA.
Каковы основные советы и рекомендации Hubs по 3D-печати SLA?
Является ли SLA 3D-печать подходящим производственным решением для ваших деталей или продуктов? Вот наши практические правила:
-
3D-печать SLA лучше всего подходит для создания визуальных прототипов с очень гладкими поверхностями и очень мелкими деталями из различных термореактивных материалов.
-
Настольный SLA идеально подходит для производства небольших деталей, подобных литью под давлением, по доступной цене. Думайте «меньше кулака».
-
Промышленные станки SLA могут изготавливать очень большие детали (до 1500 x 750 x 500 мм).
Хотите узнать больше? Прочтите наше полное руководство по 3D-печати.
3D печать
- Что такое трехмерная печать из нескольких материалов?
- Что такое 3D-печать Binder Jet?
- Что вызывает образование струн в 3D-печати?
- Что такое робокастинг в 3D-печати?
- Что привлекает внимание в 3D-печати?
- Что такое фотополимеризация в 3D-печати?
- Что такое рынок 3D-печати?
- Что такое «дорога» в 3D-печати?
- Что такое полиграфия?
- Что такое полимерная 3D-печать?