


Как изменить скорость подачи для команд кругового движения
Вы когда-нибудь замечали, что метки, оставленные на фрезерованных поверхностях, не совпадают между линейными и круговыми движениями, даже если они используют одинаковую скорость подачи? Задумывались ли вы, почему фрезы часто вибрируют при обработке внутренних дуг? Причина связана с разницей между размером радиуса окружности траектории осевой линии фрезы и размером радиуса траектории окружности рабочей поверхности.
ЧПУ генерируют скорость движения по центральной линии режущего инструмента. При фрезеровании двухосевого контура со скоростью 10,0 дюймов в минуту центральная линия режущего инструмента перемещается со скоростью 10,0 дюймов в минуту. При фрезеровании линейной поверхности (G01) ЧПУ будет обрабатывать прямую рабочую поверхность точно со скоростью 10,0 дюймов в минуту.
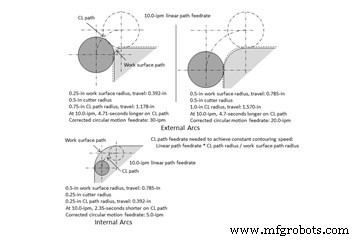
Однако при круговом движении длина кругового движения фрезы по центральной линии будет отличаться от длины кругового движения рабочей поверхности. Для внешних дуг траектория осевой линии длиннее. Для внутренних дуг он короче. Посмотрите на иллюстрацию, чтобы получить представление.
Если скорость подачи правильная для линейных перемещений и если она переносится из предыдущей команды линейного перемещения, ЧПУ будет обрабатывать внешние круглые рабочие поверхности медленнее, а внутренние круглые рабочие поверхности быстрее, чем линейные поверхности. Чем больше разница между размером дуги траектории осевой линии и размером дуги траектории рабочей поверхности, тем более выраженной будет разница скорости подачи в точке контакта для обработки (точка касания фрезы). Результат:дуги обработки с использованием скорости подачи линейного перемещения могут привести к чрезмерному времени цикла для внешних дуг, вибрации, нежелательной чистовой обработке или даже поломке фрез с внутренними дугами.
Это условие также существует с одноточечными режущими инструментами, используемыми для токарных операций. Но поскольку радиус вершины инструмента довольно мал, траектория центральной линии близка к траектории рабочей поверхности, что делает эффект гораздо менее очевидным.
Посмотрите еще раз на иллюстрацию. Для внешних дуг обратите внимание, какое влияние это может оказать на время цикла. При использовании скорости подачи линейного движения 10,0 дюймов в минуту с внешним радиусом 0,25 дюйма, обработанным фрезой диаметром 1,0 дюйма, это движение обрабатывается почти на 5 секунд дольше, чем должно. Программисты должны увеличить скорость подачи кругового движения в три раза, чтобы обрабатывать рабочую поверхность радиусом 0,25 дюйма так же, как и линейные поверхности.
Соотношение между размером радиуса траектории рабочей поверхности и размером радиуса траектории центральной линии определяет величину, на которую следует увеличить (внешние радиусы) или уменьшить (внутренние радиусы) скорость подачи кругового движения. В этом примере радиус пути рабочей поверхности равен 0,25 дюйма, а радиус пути центральной линии равен 0,75 дюйма (0,25 дюйма плюс 0,5 дюйма). Если разделить 0,75 на 0,25, получится 3,0. Вместо использования скорости подачи линейного движения F10.0 программисту потребуется скорость подачи F30.0 для кругового движения. Программирование соответствующей скорости подачи кругового движения для внешних дуг может сильно повлиять на время работы, особенно при работе с большими объемами.
Такое же соотношение существует и для внутренних дуг. Снова разделите радиус траектории центральной линии на радиус траектории рабочей поверхности. Результат всегда будет меньше единицы. Умножьте этот результат на скорость подачи, используемую для линейной обработки. При этом скорость подачи будет ниже, чем скорость подачи по линейному пути.
У некоторых производителей ЧПУ есть функции, которые помогут вам решить эту проблему. Heidenhain, например, включает в себя функцию «постоянной скорости контурирования». FANUC допускает замедление внутренних круговых движений с «автоматической коррекцией угла» с помощью параметра, но оставляет за производителями станков или конечными пользователями возможность выполнять соответствующие настройки (поищите номер параметра 7010 в текущих ЧПУ серий 0 и 30). ). Возможно, вы даже обнаружите, что в вашей CAM-системе есть что-то, что может вам помочь.
ВАЖНО: Используйте этот метод только тогда, когда количество удаляемого материала равномерно распределено вокруг обрабатываемого контура — например, при чистовом фрезеровании — или при обработке отливок или поковок, близких к заданным формам. Не применяйте этот метод для черновой обработки при удалении большого количества материала с обработанных поверхностей, особенно когда на одних поверхностях материала больше, чем на других. Увеличение скорости подачи в этом случае резко увеличит нагрузку на фрезу.
Если такие функции доступны, узнайте, как их использовать. Если нет — или если вы недовольны их работой, не пропустите CNC Tech Talk в следующем месяце, в котором будут рассмотрены две определяемые пользователем программы G-кода, помогающие решить эту проблему.
Промышленное оборудование
- Как подготовиться к Индустрии 4.0
- Как правильно выбрать датчик для заполнения приложений
- Как выбрать пропорциональный клапан для медицинских устройств
- Как правильно ухаживать за воздушным компрессором
- Преимущества использования автоматизации движения для изготовления камня
- Как подготовить технику к переезду
- Как определить время обслуживания крановых тормозов
- Как определить спецификации для заказа подъемного крана
- Как выбрать поставщика Scan-Pac для ваших фрикционных материалов
- Как разработать программу профилактического обслуживания вашего оборудования