


Новый шлифовальный станок использует уникальную кинематику
Производство – это постоянное совершенствование. Точно так же, как механические мастерские усердно работают над повышением скорости доставки деталей без потери качества, у OEM-производителей есть тысячи людей, занимающихся улучшением производственного оборудования, чтобы облегчить работу своих клиентов. В этом потоке инноваций наиболее распространенным подходом является улучшение существующих решений проблем:повышение жесткости пятиосевого стола, увеличение срока службы концевой фрезы или иное улучшение технологии, которая используется в настоящее время. 
Но иногда бывают и попытки совершенно новых решений.
Примером последнего является эксцентриковая система позиционирования от Coventry Associates, совершенно новый шлифовальный станок, в котором используются три круглых поворотных стола друг над другом, а не линейные системы скольжения. Центры этих поворотных столов смещены друг относительно друга, что позволяет им вместе точно направлять как линейное, так и угловое положение шлифовального круга при шлифовании внутреннего диаметра, как показано на видео. Эта конструкция полностью электрическая, что устраняет необходимость в гидравлике и связанных с ней затратах на техническое обслуживание.
Использование циклической логики
Поместив шлифовальный круг на поворотные столы, Coventry позволяет пользователю контролировать его положение как по осям X и Z, так и по оси вращения. Такая высокая степень контроля позволяет выполнять точные и сложные проходы, а отсутствие гидравлических систем позволило компании создать это управление движением размером 57×67 дюймов. «На самом деле мы взяли несколько старых шлифовальных станков Heald размера 1 и встроили в них EPS», — говорит президент Coventry Associates Крейг Гарднер. «На этой базе на самом деле больше места, чем нам нужно, поэтому мы можем легко сократить занимаемую площадь на 40%, чтобы удовлетворить потребности клиентов». Кроме того, Гарднер говорит, что его можно масштабировать до больших размеров.
«Благодаря рабочему диапазону, который примерно в два раза больше, чем у станка Heald 2CF, этот станок был разработан для шлифования подшипников диаметром до 24 дюймов», — говорит Гарднер. EPS располагается внутри круга диаметром 8,5 дюймов, что позволяет движению машины вписать прямоугольник с ходом по оси X 3 дюйма и ходом Z 8 дюймов. Оставшуюся площадь позиционирования можно использовать для формирования сложных форм в шлифовальных кругах с помощью алмазного правящего инструмента. Тем не менее Гарднер ожидает, что в будущем компания сможет предложить больше решений с конструкцией EPS.
По словам компании, несмотря на свои небольшие размеры, машина сравнительно жесткая. «Компактный размер EPS означает, что у нас очень узкий путь загрузки», — говорит Гарднер. «Узкий путь нагрузки дает нам систему с очень высокой жесткостью».
Одной из уникальных особенностей EPS является его способность придавать форму шлифовальному кругу без специальных инструментов или формованных алмазных валков. Поскольку машина поддерживает такой высокий уровень контроля над X, Z и угловым положением колеса, она может формировать колесо с помощью стандартного одноточечного или вращающегося правящего алмазного диска, перемещая колесо вдоль правящего станка, чтобы придать ему желаемую форму. . Устраняя необходимость в шлифовке, система не только устраняет затраты, связанные с шлифовкой, но и делает цех, использующий ее, более адаптивным, поскольку заказчику не нужно ждать изготовления формованных алмазных валков перед запуском. .
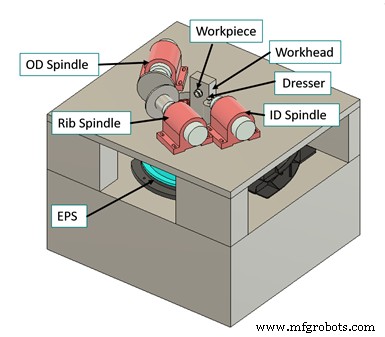
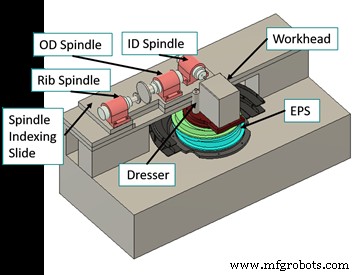
Кроме того, EPS не обязательно прикреплять колесо к поворотным столам. Coventry также разработала версию MultiTool, в которой деталь размещается на поворотных столах и вокруг которой установлены три или более стационарных шлифовальных шпинделя. Система EPS подает заготовку на стационарные шлифовальные шпиндели. «Этот подход позволяет пользователю выполнять несколько операций с одной настройкой, — говорит Гарднер. «Вы можете, например, отшлифовать отверстие, кольцо и ребро конуса конического роликоподшипника за один установ». Такой подход освобождает операторов машин от сравнительно небольшой вспомогательной автоматизации.
Гарднер рекомендует SingleTool EPS с одним шлифовальным кругом для высокопроизводительной и мелкосерийной работы, в то время как он предпочитает настройку MultiTool для многокомпонентной мелкосерийной работы.
Адаптируемые элементы управления для точного шлифования
ЧПУ Sinumerik 840D от Siemens обеспечивает управление движением. Гарднер говорит, что при выборе учитывалась адаптивность. «Для такой новой системы нам требовался элемент управления, обеспечивающий высокую степень индивидуальной настройки», — говорит он. «840D предоставил нам инструменты, необходимые для разработки программного обеспечения для нашей уникальной кинематики».

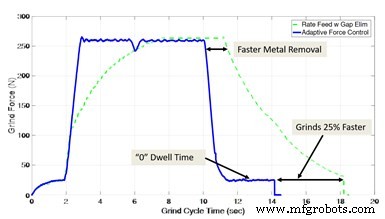
Программное обеспечение, разработанное компанией, называлось Maximizer Grinding Process, которое включает в себя такие функции, как Adaptive Force Control (AFC), который поддерживает постоянное нормальное усилие во время шлифования. По данным компании, шлифование с постоянным нормальным усилием увеличивает скорость съема металла и сокращает время цикла шлифования до 30%. «Исследования показали, что скорость съема металла прямо пропорциональна нормальному усилию шлифования», — говорит Гарднер. «Вы хотите шлифовать с самым высоким нормальным усилием шлифования, которое позволяет мощность шпинделя, при условии, что вы не сжигаете деталь».
Еще одной важной особенностью программного обеспечения Coventry Maximizer является компенсация прогиба в реальном времени. Эта функция компенсирует отклонения шпинделя и станка, которые приводят к изменению конусности и размеров деталей. «Наша компенсация прогиба в режиме реального времени позволяет нашей системе поддерживать допуски на технологический калибр без использования внутритехнологического калибра». — говорит Гарднер.
Частично волнение, которое испытывают многие в Ковентри, заключается в том, что они только начинают использовать возможности, предоставляемые EPS. «То, что мы имеем здесь, — это совершенно новое решение для такой простой вещи, как позиционирование инструмента (в случае SingleTool) или заготовки (в случае MultiTool)», — говорит Гарднер. «Это фундаментальное изменение, а это означает, что мы только начинаем использовать множество решений, которые принесет этот сдвиг в подходе».
Промышленное оборудование
- Изучение различных типов шлифовальных станков
- Что такое шлифовальный станок? - определение и типы
- Новые машины Hitachi Seiki отражают тенденции
- Новый элемент управления улучшает скорость подачи на модернизированном устаревшем станке
- 5 вещей, которые должны знать новые операторы станков с ЧПУ
- 7 смертных грехов покупки новой или подержанной техники
- Электростанция мастерской:шлифовальный станок
- Шлифовальные станки с ЧПУ:практичные станки
- Бесцентровые шлифовальные машины уникальны
- Принцип работы шлифовального станка