


5-осевой… это не так уж и страшно (продолжение)
В феврале 2013 года я опубликовал статью под названием «5-Axis… это не так уж и страшно», и на сегодняшний день это одна из самых популярных статей в моем блоге. Итак, я решил немного расширить эту статью и немного углубиться в то, что можно сделать с помощью 5-осевой технологии… и показать, что даже расширенные функции 5-осевой технологии на самом деле не более чем мульти- оси здравого смысла, когда вы его разбиваете.
Со всей шумихой вокруг 5-осевой обработки за последние несколько лет было относительно легко информировать магазины о преимуществах перехода на 5-стороннюю платформу обработки или 3+2, чтобы помочь сделать их производство более эффективным и, в конечном итоге. выгоднее. Тем не менее, мы регулярно сталкиваемся с аргументом, что, хотя они и видят преимущества запуска деталей только в одной настройке, они считают, что могут запускать только одну часть за раз… и это просто неправда. Проявив немного изобретательности в креплении или воспользовавшись профессиональными креплениями OEM, доступными на рынке, вы можете легко добавить в процесс больше деталей и даже полностью или частично автоматизировать процесс, если это необходимо.

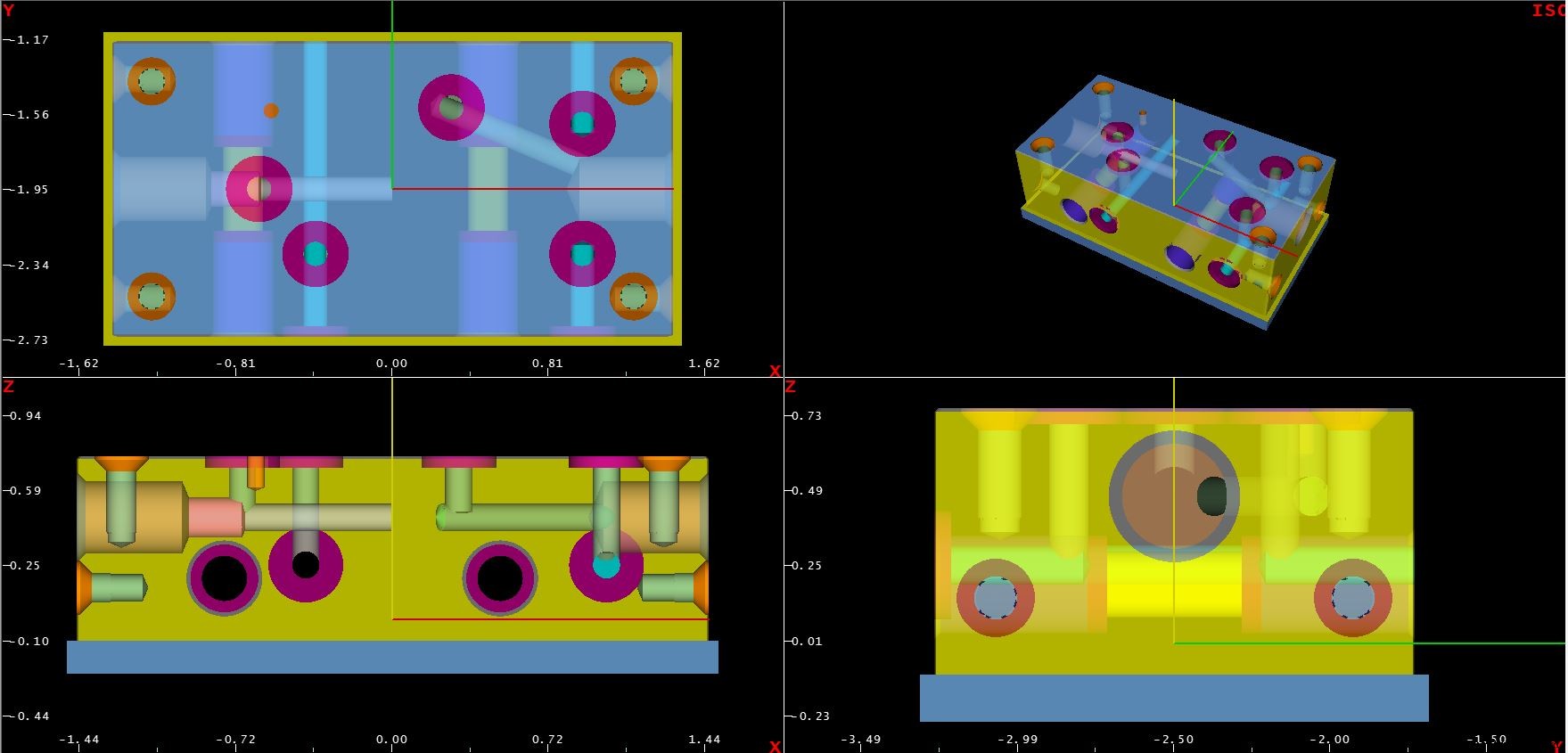
Недавно я работал с клиентом, у которого был простой коллектор прямоугольной формы, и 5 сторон детали имели простые элементы, такие как порты, резьбовые или конические отверстия и несколько канавок под уплотнительные кольца, которые ему нужно было обработать за минимальное время. настройки, насколько это возможно… идеальный кандидат для 5-стороннего или 3+2 процесса!!!
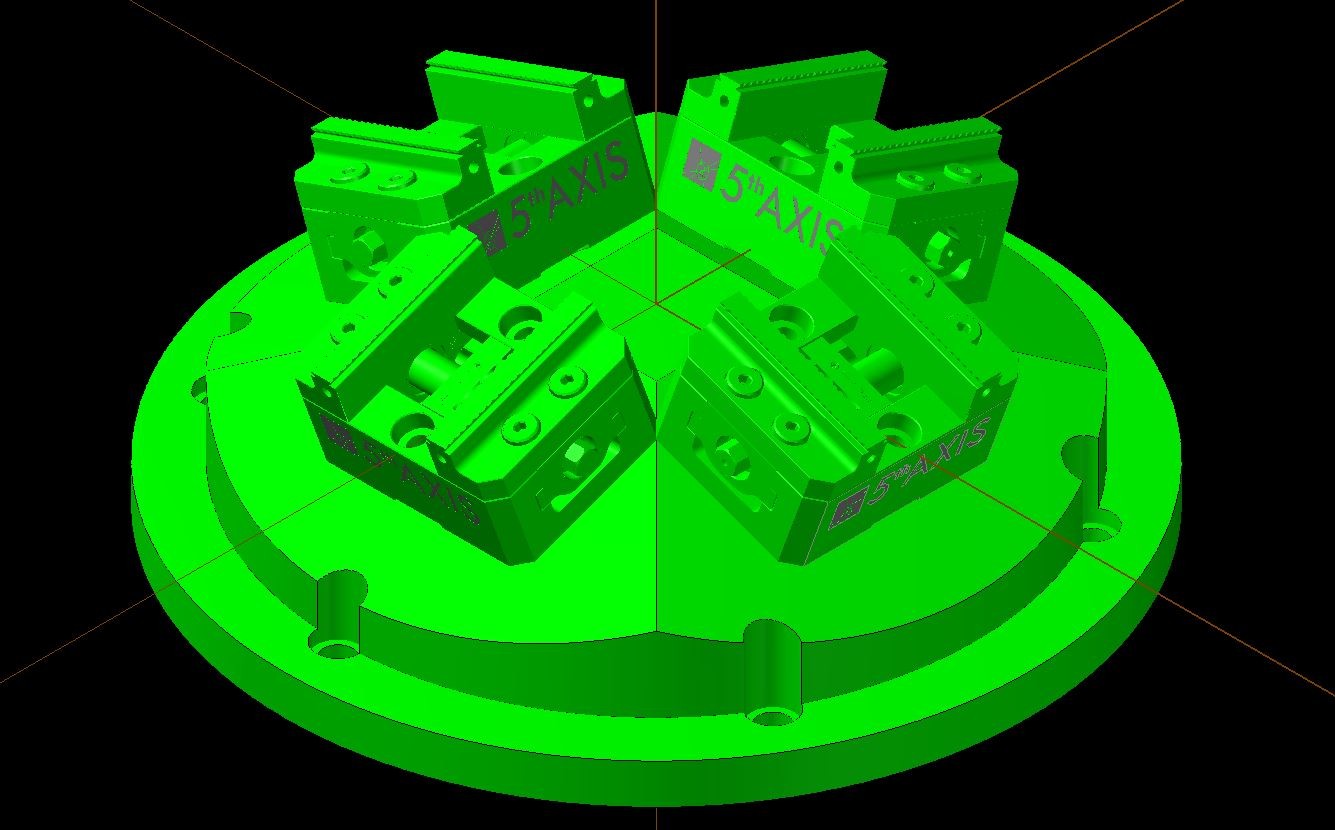
Посмотрев на деталь, он понял, что с помощью имеющегося в продаже приспособления с четырьмя тисками, установленными на 20-градусной пирамиде, он может вывести этот простой процесс на новый уровень. Это приспособление даст ему достаточный зазор, чтобы добраться до всех 5 сторон всех четырех частей, включая одно угловое отверстие, и он сможет снимать четыре полные части каждый раз, когда открывает дверцы… и все это с помощью только ОДНОЙ ДЕТАЛИ! Просто подумайте об этом… поскольку это повторяющаяся работа для этого цеха, они могут легко переключаться с одной сложной работы на другую очень быстро и могут выполнять несколько операций с несколькими деталями всего за одну настройку… и им нужно всего лишь возьмите одну простую координату работы.
Вы спросите, насколько сложно для этого программировать? Бьюсь об заклад, вы думаете, что это должно быть кошмар, чтобы отслеживать все эти отдельные части, и все эти грани частей и постоянно меняющиеся углы. Ну, вы бы поверили мне, если бы я сказал вам, что это было действительно довольно просто?
Поскольку это вторая статья в серии, я начну объяснять этот процесс с того места, где закончилась другая статья. Если вам нужно освежить память или узнать больше о программировании 5-сторонней детали, пожалуйста, обратитесь либо к моей предыдущей статье, нажав здесь, либо посмотрите эту серию коротких видеороликов о 5-стороннем программировании:нажмите здесь для обучения видео
Чтобы начать процесс повторения и оптимизации программы, мы должны сначала иметь программу для повторения и оптимизации. Используя принципы, изложенные в предыдущей статье, или в обучающих онлайн-видео по ссылкам выше, давайте предположим, что мы создали успешную программу обработки деталей для одной детали, но после проверки программы мы решили зафиксировать ее в нескольких двустороннее крепление и оптимизировать весь процесс, чтобы сделать его более эффективным... постфактум. Давайте также предположим, что эта деталь была запрограммирована из контрольной точки, расположенной на центральной нижней поверхности самой детали (мы будем использовать упомянутую выше деталь заказчика).
Теперь, если бы мы решили использовать многостороннее крепление с самого начала, мы, возможно, справились бы с этим процессом немного по-другому. Но, поскольку я пытаюсь показать, что даже изменение процесса «в середине потока» не должно вызывать беспокойства, мы будем использовать некоторые простые элементы управления для выполнения этой задачи, и процесс будет успешным, когда мы сделано.
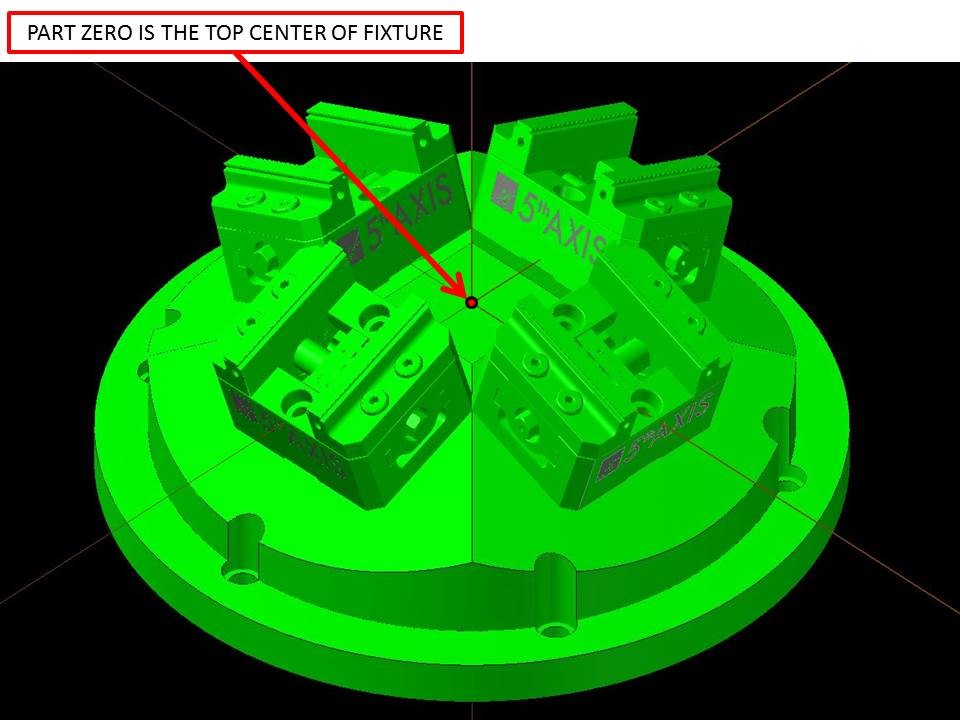
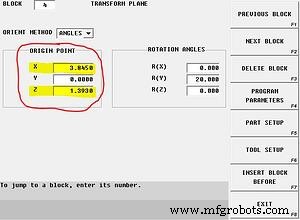
После того, как все детали будут загружены в приспособление, первое, что нам нужно сделать, это переместить исходную точку из предыдущей контрольной точки, расположенной на отдельной детали, в новое место, которое мы будем использовать для этого нового процесса. Поскольку мы обрабатываем несколько деталей на круглом приспособлении, наиболее очевидным местом для обработки будет центр верхней части самого приспособления. Поскольку мы не хотим перепрограммировать деталь, мы учтем это изменение положения с помощью блока плоскости преобразования. Плоскость преобразования обычно используется для переориентации и поиска временного изменения рабочей плоскости, но здесь мы будем использовать ее для временного перемещения и ориентации всей программы обработки детали. Поскольку плоскости преобразования могут быть сложены друг в друга — это означает, что если не отменить, новая плоскость преобразования будет инкрементным изменением по сравнению с предыдущей плоскостью преобразования — мы будем держать эту первую плоскость активной до конца программы, и весь процесс будет завершен — и тогда мы отменим его.
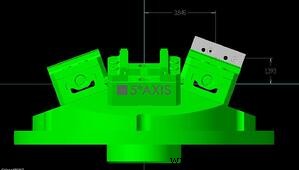
В этом примере первая часть приспособления (в положении «3 часа») расположена на расстоянии 3,845 дюйма в положительном направлении по оси X от центра приспособления и на расстоянии 1,393 дюйма по оси Z ( справочное изображение выше). Поэтому мы введем эти значения в поля XYZ для «исходной точки» плоскости преобразования. Теперь, когда мы переместили всю программу в нужное положение, мы должны наклонить ее на 20° вокруг оси Y, чтобы выровнять ее с приспособлением. Для этого мы введем положительное значение 20 в поле «угол вращения» для вращения вокруг оси Y. В приведенном ниже примере показан диалоговый программный блок, но то же самое можно выполнить в ЧПУ с помощью кода:G68.2 X3.845 Y0 Z1.393 B20... G68.2 обозначает плоскость преобразования, используются XYZ. для перемещения контрольной точки, а наклон вокруг оси Y является изменением оси B.
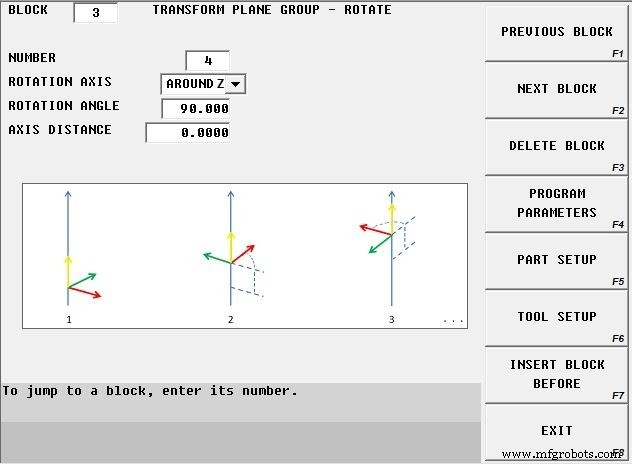
Теперь, когда первая часть была наклонена и перемещена, мы должны заняться остальными тремя частями приспособления. Мы сделаем это, «зациклив» предыдущий шаг и снова выполним программу обработки детали с оставшимися интервалами в 90°. Этот шаг будет выполнен с помощью команды «преобразовать группу плоскостей». Группа трансформируемых плоскостей позволяет нам формировать трансформируемую плоскость в любом направлении — и в этом случае повернуть (или зациклить) ее четыре раза вокруг центральной точки приспособления по оси Z через каждые 90°.
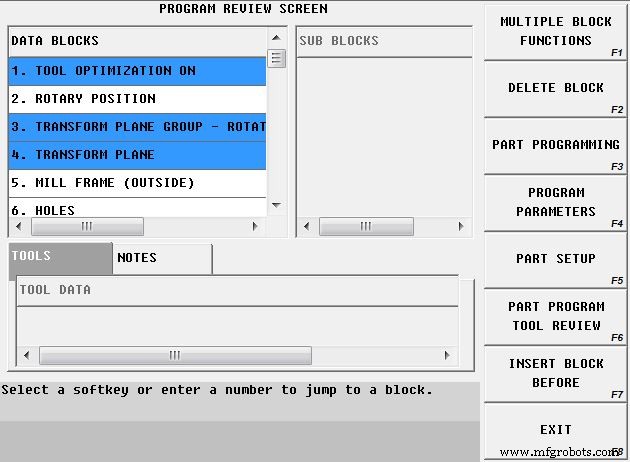
Последнее, что нам нужно сделать, это сменить инструмент. Поскольку в этой программе используется более двадцати инструментов — а программа была написана для запуска только одной отдельной части — когда мы запускаем ее на машине, она завершает одну всю часть, прежде чем перейти к следующей... что было бы не очень эффективно. . Чтобы бороться с этим делимой, мы включим «оптимизацию смены инструмента». Блок TCO оптимизирует смену инструмента, так что каждый раз, когда инструмент помещается в шпиндель, система управления просматривает весь процесс и определяет, сколько раз и в каких местах используется конкретный инструмент... а затем выполняет все операции. эти процессы перед выполнением другой смены инструмента. Это уменьшит количество смен инструмента с 80, которые были бы необходимы для завершения каждой детали перед переходом к следующей детали, до 20... это количество инструментов, используемых в программе обработки детали.
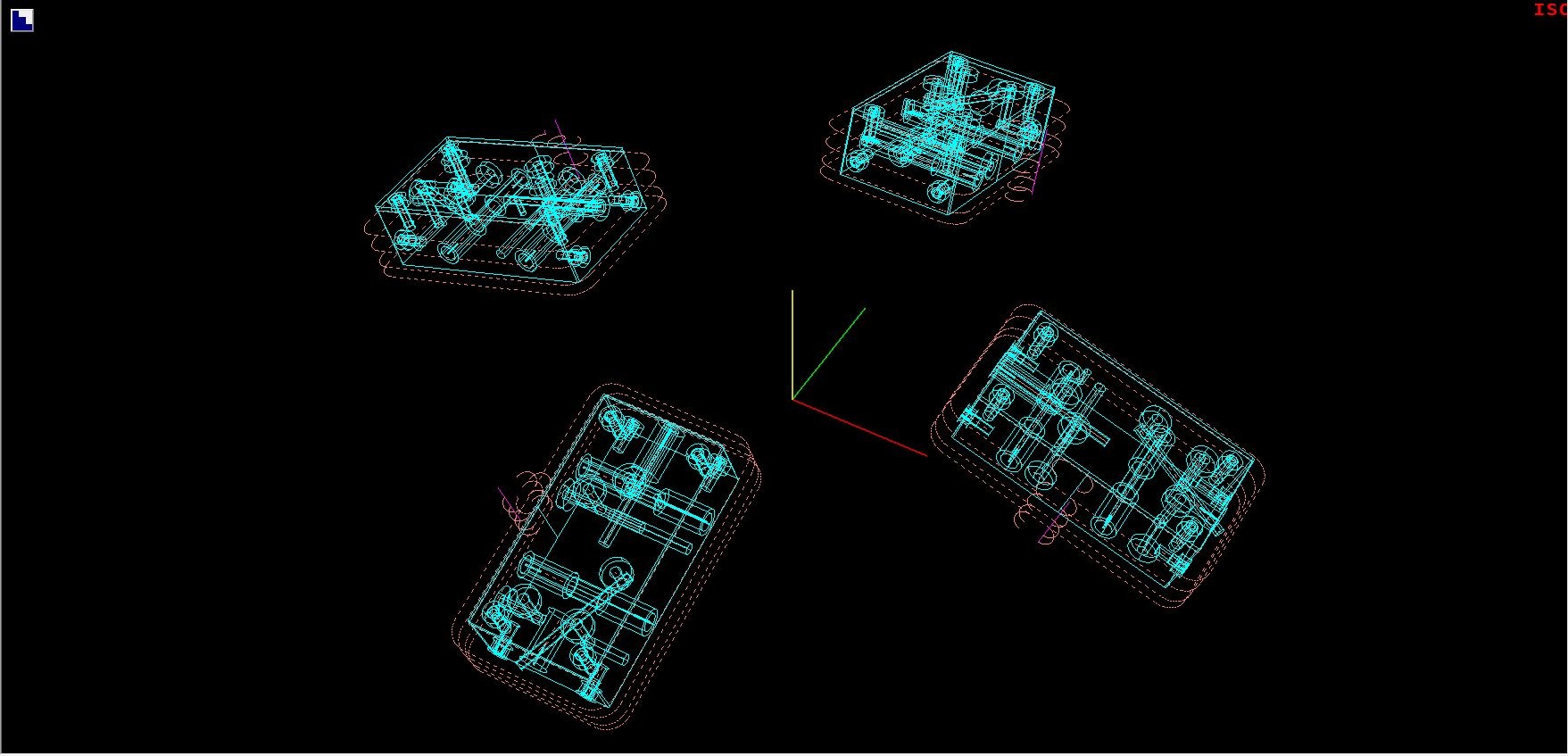
Конечным результатом являются четыре готовые детали за одну операцию, расположенные на приспособлении из нескольких деталей, из одной простой программы обработки деталей и только с одной простой настройкой детали. Разве это не было легко?
Чтобы узнать больше о 5-осевой технологии, посмотрите записанный нами веб-семинар "Пять для 5-осевой... сложная технология упрощена" или посетите наш образовательный веб-сайт по адресу www. .5-axis.org.
Станок с ЧПУ
- Он сломан, вызовите техобслуживание:процесс запроса работы, который представляет собой нечто большее, чем пр…
- Lux Research спрашивает:насколько ценен этот патент?
- 5-Axis… это не так уж и страшно
- Руководство по проектированию для обеспечения технологичности – Часть 2
- Распространенные поверхности, на которых используется лазерная гравировка
- Обработка мелких деталей
- 12 отраслевых тенденций, формирующих контрактное производство:часть 3
- 12 отраслевых тенденций, формирующих контрактное производство:часть 2
- 12 отраслевых тенденций, формирующих контрактное производство:часть 1
- Полное руководство по расценкам на резку, которое полностью изменит ваши цены