


Латунь
<час />
Фон
Латунь - это металл, состоящий в основном из меди и цинка. Медь является основным компонентом, а латунь обычно классифицируется как медный сплав. Цвет латуни варьируется от темно-красновато-коричневого до светло-серебристо-желтого в зависимости от количества присутствующего цинка; чем больше цинка, тем светлее цвет. Латунь прочнее и тверже меди, но не такой прочной и твердой, как сталь. Из него легко придавать различные формы, он хорошо проводит тепло и, как правило, устойчив к коррозии в соленой воде. Из-за этих свойств латунь используется для изготовления труб, уплотнителей и других архитектурных элементов отделки, винтов, радиаторов, музыкальных инструментов и гильз для огнестрельного оружия.
История
Древние мастера по металлу в районе, ныне известном как Сирия или восточная Турция, знали, как плавить медь с оловом, чтобы получить металл, называемый бронзой, еще в 3000 <малый> год до нашей эры. Иногда они также делали латунь, не зная об этом, потому что залежи оловянной и цинковой руды иногда встречаются вместе, и эти два материала имеют похожие цвета и свойства.
Примерно к 20 <небольшим> годам до н. Э. 20, слесари Средиземного моря смогли отличить цинковые руды от руд, содержащих олово, и начали смешивать цинк с медью для изготовления латунных монет и других предметов. Большая часть цинка была получена путем нагревания минерала, известного как каламин, который содержит различные соединения цинка. Примерно с 300 г. н.э. промышленность по обработке латуни процветала на территории современной Германии и Нидерландов.
Хотя эти первые мастера-металлисты могли понять разницу между цинковой рудой и оловянной рудой, они все еще не понимали, что цинк - это металл. Только в 1746 году немецкий ученый Андреас Сигизмунд Маргграф (1709-1782) идентифицировал цинк и определил его свойства. Процесс соединения металлической меди и цинка для получения латуни был запатентован в Англии в 1781 году.
Первые металлические гильзы для огнестрельного оружия были представлены в 1852 году. Хотя были опробованы несколько различных металлов, латунь оказалась наиболее успешной из-за ее способности расширяться и герметизировать казенную часть под давлением при первом выстреле патрона, а затем немедленно сжиматься, чтобы позволить пустому патрону. Гильза патрона извлекается из огнестрельного оружия. Это свойство привело к развитию скорострельного автоматического оружия.
Сырье
Основной компонент латуни - медь. Количество меди варьируется от 55% до 95% по весу в зависимости от типа латуни и ее предполагаемого использования. Латунь с высоким содержанием меди производится из электрически очищенной меди с чистотой не менее 99,3%, чтобы минимизировать количество других материалов. Латунь, содержащая более низкий процент меди, также может быть изготовлена из электрически очищенной меди, но чаще всего производится из менее дорогого переработанного лома медных сплавов. При использовании переработанного лома необходимо знать процентное содержание меди и других материалов в ломе, чтобы производитель мог регулировать количество добавляемых материалов для достижения желаемого состава латуни.
Второй компонент латуни - цинк. Количество цинка варьируется от 5% до 40% по весу в зависимости от типа латуни. 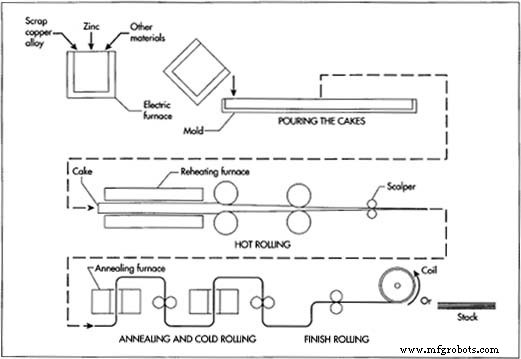 Схема, на которой показаны типичные производственные этапы производства 6rass. Латунь с более высоким содержанием цинка прочнее и тверже, но также труднее поддается формовке и имеет меньшую коррозионную стойкость. Цинк, используемый для производства латуни, представляет собой промышленный сорт, который иногда называют спелтером.
Схема, на которой показаны типичные производственные этапы производства 6rass. Латунь с более высоким содержанием цинка прочнее и тверже, но также труднее поддается формовке и имеет меньшую коррозионную стойкость. Цинк, используемый для производства латуни, представляет собой промышленный сорт, который иногда называют спелтером.
Некоторые латуни также содержат небольшой процент других материалов для улучшения определенных характеристик. Для улучшения обрабатываемости может быть добавлено до 3,8 мас.% Свинца. Добавление олова улучшает коррозионную стойкость. Железо делает латунь более твердой и уменьшает внутреннюю зернистую структуру, так что металлу можно придать форму путем многократных ударов в процессе, называемом ковкой. Иногда в латуни, содержащие более 20% цинка, добавляют мышьяк и сурьму, чтобы предотвратить коррозию. Другие материалы, которые можно использовать в очень небольших количествах, - это марганец, кремний, и фосфор.
Дизайн
Традиционные названия различных типов латуни обычно отражали либо цвет материала, либо предполагаемое использование. Например, красная латунь содержала 15% цинка и имела красноватый цвет, а желтая латунь содержала 35% цинка и имела желтоватый цвет. Патронная латунь содержала 30% цинка и использовалась для изготовления патронов для огнестрельного оружия. Военно-морские латуни содержали до 39,7% цинка и использовались в различных приложениях на кораблях.
К сожалению, среди традиционных латунных имен было разбросано несколько неправильных названий. Латунь с 10% цинка называлась товарной бронзой, хотя она не содержала олова и не была бронзой. Латунь с 40% цинка и 3,8% свинца называлась архитектурной бронзой, хотя на самом деле это была свинцовая латунь.
В результате этих иногда сбивающих с толку названий латунь в Соединенных Штатах теперь обозначается Единой системой нумерации для металлов и сплавов. В этой системе используется буква - в данном случае буква «C» для меди, потому что латунь - это медный сплав, - за которой следуют пять цифр. Латунные латуни, химический состав которых делает их пригодными для формования конечного продукта механическими методами, такими как прокатка или ковка, называются коваными латунями, и первая цифра их обозначения - от I до 7. Латунные латуни, химический состав которых делает их пригодными для использования. Формованные в конечный продукт путем заливки расплавленного металла в форму, называются литыми латуни, и первая цифра их обозначения - 8 или 9.
Производственный процесс
Производственный процесс, используемый для производства латуни, включает объединение соответствующего сырья в расплавленный металл, которому дают затвердеть. Затем форма и свойства затвердевшего металла изменяются посредством серии тщательно контролируемых операций для получения желаемой латунной заготовки.
Латунная заготовка доступна в различных формах, включая пластину, лист, полосу, фольгу, пруток, пруток, проволоку и заготовку, в зависимости от конечного применения. Например, из кусков стержня вырезают латунные винты. Зигзагообразные ребра, используемые в радиаторах некоторых автомобилей, согнуты из ленты. Трубы и трубки формируются путем выдавливания прямоугольных заготовок из горячей латуни через формованное отверстие, называемое фильерой, с образованием длинных полых цилиндров.
Различия между пластиной, листом, полосой и фольгой заключаются в общем размере и толщине материалов. Пластина представляет собой большой плоский прямоугольный кусок латуни толщиной более 0,2 дюйма (5 мм), похожий на кусок фанеры, используемый в строительстве. Лист обычно имеет тот же общий размер, что и пластина, но тоньше. Полоса изготавливается из листа, нарезанного на длинные узкие части. Фольга похожа на полосу, только намного тоньше. Некоторые виды латунной фольги могут быть толщиной от 0,0005 дюйма (0,013 мм).
Фактический производственный процесс зависит от желаемой формы и свойств латунной заготовки, а также от конкретного оборудования и методов, используемых на различных латунных заводах. Вот типичный производственный процесс, используемый для производства латунных листов и полос.
Таяние
- 1 Соответствующее количество подходящего лома медного сплава взвешивается и переносится в электрическую печь, где он плавится при температуре около 1 920 ° F (1050 ° C). После корректировки количества цинка в сплаве лома соответствующее количество цинка добавляется после плавления меди. Небольшое количество дополнительного цинка, около 50% от общего необходимого цинка, может быть добавлено для компенсации любого цинка, который испаряется во время операции плавления. Если для конкретной рецептуры латуни требуются какие-либо другие материалы, они также добавляются, если они не присутствовали в медном ломе.
- 2 Расплавленный металл разливают в формы размером примерно 8 дюймов x 18 дюймов x 10 футов (20 см x 46 см x 3 м) и дают ему затвердеть в виде плит, называемых лепешками. На некоторых операциях плавка и разливка выполняются полунепрерывно для получения очень длинных слябов.
- 3 Когда кексы достаточно остынут, чтобы их можно было перемещать, их выливают из форм и перемещают в зону прокатки, где они хранятся.
Горячая прокатка
- 4 Пирожные помещают в печь и снова нагревают, пока не достигнут желаемой температуры. Температура зависит от окончательной формы и свойств латунной заготовки.
- 5 Затем нагретые лепешки пропускаются через ряд противостоящих друг другу стальных роликов, которые постепенно уменьшают толщину латуни примерно до 13 мм (0,5 дюйма) или меньше. При этом ширина латуни увеличивается. Этот процесс иногда называют обкаткой.
- 6 Латунь, которая сейчас намного холоднее, проходит через фрезерный станок, называемый скальпером. Эта машина срезает тонкий слой с внешних поверхностей латуни, чтобы удалить любые оксиды, которые могли образоваться на поверхностях в результате воздействия горячего металла на воздух.
Отжиг и холодная прокатка
- 7 По мере того как латунь подвергается горячей прокатке, работать с ней становится все труднее и труднее. Он также теряет свою пластичность или способность к дальнейшему растяжению. Перед дальнейшей прокаткой латунь необходимо нагреть, чтобы снизить твердость и сделать ее более пластичной. Этот процесс называется отжигом. Температура и время отжига варьируются в зависимости от состава латуни и желаемых свойств. Более крупные куски горячекатаной латуни могут быть помещены в герметичную печь и отожжены вместе в партии. Куски меньшего размера могут быть помещены на металлический ленточный конвейер и непрерывно подаваться через печь с герметичными уплотнениями на каждом конце. В любом методе атмосфера внутри печи заполняется нейтральным газом, таким как азот, чтобы предотвратить реакцию латуни с кислородом и образование нежелательных оксидов на ее поверхности.
- 8 Отожженные куски латуни затем пропускают через другую серию роликов для дальнейшего уменьшения их толщины примерно до 0,1 дюйма (2,5 мм). Этот процесс называется холодной прокаткой, потому что температура латуни намного ниже, чем температура во время горячей прокатки. Холодная прокатка деформирует внутреннюю структуру латуни, или зерна, и увеличивает ее прочность и твердость. Чем больше уменьшается толщина, тем прочнее и тверже становится материал. Станы холодной прокатки сконструированы таким образом, чтобы свести к минимуму прогиб валков по ширине, чтобы производить латунные листы почти одинаковой толщины.
- 9 Шаги 7 и 8 можно повторять много раз для достижения желаемой толщины, прочности и степени твердости. На некоторых заводах куски латуни соединяются в один длинный непрерывный лист и подают через ряд печей для отжига и прокатных станов, расположенных по вертикальной змеевидной схеме.
- 10 На этом этапе широкие листы можно разрезать на более узкие части для получения латунной ленты. Затем полоску можно обработать кислотной ванной и промыть, чтобы очистить ее.
Завершить прокат
- 11 Листы могут подвергаться окончательной холодной прокатке для ужесточения допусков по толщине или для получения очень гладкой поверхности. Затем они разрезаются по размеру, складываются в стопки или бухты в зависимости от их толщины и предполагаемого использования и отправляются на склад для распространения.
- 12 Ленту также можно подвергнуть окончательной чистовой прокатке, прежде чем она будет разрезана по длине, свернута в бухты и отправлена на склад.
Контроль качества
Во время производства латунь подвергается постоянной оценке и контролю материалов и процессов, используемых для формирования конкретной латунной заготовки. Химический состав сырья проверяется и корректируется перед плавкой. Время и температура нагрева и охлаждения задаются и контролируются. Толщина листа и полосы измеряется на каждом этапе. Наконец, образцы готового продукта проверяются на твердость, прочность, размеры и другие факторы, чтобы убедиться, что они соответствуют требуемым спецификациям.
Будущее
Латунь сочетает в себе прочность, коррозионную стойкость и формуемость, что в обозримом будущем сделает ее полезным материалом для многих областей применения. Латунь также имеет преимущество перед другими материалами в том, что большинство изделий из латуни перерабатываются или повторно используются, а не выбрасываются на свалку, что поможет обеспечить бесперебойные поставки в течение многих лет.
Производственный процесс
- Оцинкованные или оцинкованные винты:что лучше?
- Почему цинк используется во многих сплавах
- 7 удивительных вещей из латуни
- Обсуждены преимущества обработки латуни с ЧПУ
- Что такое фосфатно-цинковое покрытие?
- Изготовление гитарной фурнитуры на заказ
- Обработка латуни по сравнению с алюминием:преимущество традиций
- Услуги цинкования в Мельбурне
- Латунь и бронза как инструментальные материалы:в чем разница?
- Основы цинкования и связанные с ним преимущества