


Средство стереоптического просмотра
<час />
Фон
Стереоптический просмотрщик - это игрушка с относительно простым пластиковым корпусом, но также со сложными линзами для просмотра пары прозрачных пленок, установленных вместе с шестью другими парами на плоской бумажной катушке. У каждой так называемой стереопары есть фотография, просматриваемая через левый окуляр, а другая - через правый. Фотографии немного отличаются. Мозг объединяет образы, видимые глазами, для придания им глубины (также называемый трехмерным или стереоэффектом).
История
Стремление человека видеть трехмерные (3-D) изображения мира зародилось еще у древних греков. Евклид, математик, установивший принципы геометрии, доказал, что правый и левый глаз видят несколько разные точки зрения. В шестнадцатом веке Якопо Чименти, художник из Флоренции, Италия, сделал пары рисунков, называемых стереопарами, которые при совместном просмотре давали трехмерные изображения. В 1838 году сэр Чарльз Уитстон запатентовал стереопроигрыватель, который использовал сложную серию зеркал для просмотра пар рисунков. Изобретение, улучшение и популярность фотографии в период с 1790 по 1840 год возродили интерес к трехмерным изображениям, потому что фотографии легче воспроизводить, чем рисунки. В 1844 году в Германии был создан фотоаппарат для парных стереофотографий. Сэр Дэвид Брюстер, шотландский физик, который также изобрел калейдоскоп, использовал призматические (зеркальные) линзы для создания компактного стереоскопа, который стал известен как стереоскоп.
Наборы стереоскопических слайдов области, которая должна была стать Йеллоустонским национальным парком, были переданы членам Конгресса в 1871 году, убедив их одобрить первый национальный парк. Новости событий были представлены на наборах слайдов, так что можно было увидеть сцены строительства Панамского канала, Всемирных ярмарок в Чикаго и Сент-Луисе (1892 и 1904 годы соответственно) и Великого землетрясения в Сан-Франциско (1906). С 1870 года местные коммерческие фотографы делали слайды с изображениями магазинов, ферм и даже семейных встреч.
Непосредственным предшественником трехмерной кинопленки была кинолента, разработанная в 1920-х годах. Компания Tru-Vue начала производить эти телезрители в 1931 году, используя диафильмы по 14 стереокадров в каждой. Между тем, в 1939 году Уильям Грубер и Гарольд Грейвс изобрели программу просмотра View-Master и систему, в которой для хранения стереофотографий использовались барабаны. Сойер, фотофинишер и производитель карточек из Орегона, профинансировал программу просмотра Gruber-Graves, которая была представлена в 1940 году. Во время Второй мировой войны универсальные магазины продавали все более популярные продукты, и Сойер начал упаковывать катушки в упаковки по три упаковки.
Tru-Vue начала производство цветных стереохромных диафильмов в 1951 году и приобрела эксклюзивную лицензию на использование трехмерных изображений персонажей мультфильмов Уолта Диснея. Сойер выкупил Tru-Vue и расширил барабаны, включив в них персонажей Disney Tru-Vue. В 1966 году Sawyer была куплена General Aniline &Film Corporation (GAF). К 1981 году эта фирма, получившая название View-Master International Group, купила Ideal Toy Company и стала View-Master Ideal, Inc. (V-M Ideal). В 1989 году компания Tyco Toys купила V-M Ideal. Следующее слияние произошло только в 1997 году, когда Tyco присоединилась к Mattel, Inc .; View-Master стала частью Fisher-Price, дочерней компании Mattel.
Сырье
Зритель состоит из двух основных частей:самого зрителя и ленты с фотографиями. Катушка также имеет два основных компонента:внешнюю опорную конструкцию и фотографии. Снаружи бумага ламинированная (слоистая) с полиэтиленовой пленкой; этот запатентованный продукт называется Lamilux. Бумага поставляется на фабрику огромными рулонами; тысячи катушек штампуются из одного рулона. Четырехцветные бумажные этикетки с печатью также изготавливаются снаружи. Этикетки имеют клейкую основу и наклеиваются на рулоны; Эти "трескающиеся и отслаивающиеся" этикетки похожи на самоклеящиеся почтовые марки, и клей временно остается подвижным и склеивается позже.
Рисунки, размещенные в барабанах, являются прозрачными пленками. Завод по переработке пленки массово производит прозрачные пленки на пленке толщиной 16 мм (0,63 дюйма).
Зритель сделан из трех разных видов пластика. Корпус изготовлен из полистирола, высококачественного пластика, выдерживающего удары, разрушение и другие нагрузки. Рычаг подачи сделан из ацеталевого пластика, который также отличается прочностью, стабильностью размеров и жесткостью. У зрителя четыре линзы из прозрачного акрилового пластика оптического качества. Акрил также прочен и устойчив к изменениям, поэтому линзы остаются четкими и сфокусированными. Все три вида пластика поступают на завод в виде небольших гранул и предварительно окрашиваются.
Наблюдатель содержит металлическую пружину растяжения, которая возвращает рычаг продвижения после каждого продвижения катушки. Пружина растяжения изготовлена из музыкальной проволоки и является готовой деталью, поставляемой на завод.
Упаковочные материалы поставляются сторонними поставщиками и включают листы картона и картона, а также тонкие листы поливинилхлорида (ПВХ), из которых будут формоваться в вакууме «блистеры» по форме продуктов для изготовления демонстрационных упаковок. Поставщик бумаги наносит термочувствительный клей на картон, но печать пакетов, содержащих наборы катушек, выполняется на заводе.
Дизайн
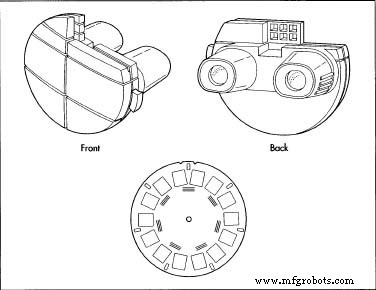
Типичный, простой зритель напоминает небольшой бинокль, заключенный в цветной пластиковый корпус. Прорезь в верхней части средства просмотра, где будет находиться регулировка фокуса для бинокля, является отверстием для фотобарабана. Рычаг выходит справа или сверху; он скользит по узкому каналу, чтобы продвинуть фотобарабан, и поднимается обратно, когда рычаг отпускается. Внешние поверхности линз на передней части зрителя выглядели как утопленные линзы бинокля. Отверстия для глаз в задней части зрителя имеют диаметр примерно 0,5 дюйма (1,3 см) и входят в окуляры. Окуляры имеют ширину примерно 1,5–2 дюйма (3–5 см).
Модели "стандартных" зрителей обычно имеют высоту около 3,5-4 дюймов (9-10 см), ширину 5 дюймов (13 см), включая рычаг перемещения, и глубину 3-3,5 дюйма (8-9 см) от передней части зрителя глазами пользователя. Зрители на протяжении многих лет окрашивались в самые разные цвета. Синий и красный являются наиболее популярными среди потребителей и используются наиболее часто.
Каждая катушка выглядит круглой с кольцом открытых фотографий, так что их видно с обеих сторон. Катушки имеют диаметр около 3,5 дюймов (9 см). Покрытие катушки - пленка Lamilux (r).
Производственный
процесс
Сборка барабана
Ролик вьюера, укомплектованный фотографиями, называется сборкой вьюрка. Производство фотографий и частей катушки из ламинированной бумаги начинается отдельно, но встречается позже в процессе. Фотографии массово воспроизводятся с оригиналов. Оригинал является негативом, а репродукция также на пленке, а не на бумаге, является позитивной прозрачной пленкой.
- В цехе по переработке пленки рулоны пленки толщиной 16 мм проходят через обрабатывающую машину. Они выходят из рулонов неразрезанными как видимые позитивные образы. В каждом ролике есть только одно изображение, но это изображение воспроизводится на ролике тысячи раз. Это также либо правая, либо левая версия изображения, причем версии слегка смещены для создания стереоэффекта. Большой рулон правых версий и сопутствующий рулон левых версий обрабатываются одновременно с использованием одних и тех же химикатов, поэтому цвета будут совпадать. Большие рулоны идентичных изображений доставляются зрителю в банках, точно таких же, как те, которые используются для отправки фильмов, и хранятся до тех пор, пока они не понадобятся.
- Производство рулонов ламината начинается с огромных рулонов обработанной бумаги. Пробивной пресс с матрицами, которые инженеры-конструкторы инструментов изготовили, штампует форму катушки из бумажных рулонов, когда они проходят через пресс.
- Собранные катушки распечатываются с описанием пар фотографий. Поскольку сборочная машина поддерживает правильную ориентацию катушек, они находятся в правильном порядке для печати подписей. После того, как они напечатаны, они переносятся в этикетировочную машину, где чувствительная к давлению этикетка наклеивается на каждую катушку.
- Собранные катушки с этикетками упаковываются в картонные коробки и отправляются в любое из двух мест на предприятии. Одиночные демонстрационные ролики прилагаются к каждому зрителю, который выставлен на продажу.
- Катушки, входящие в комплекты, отправляются на линию упаковки рулонов. В других местах на предприятии карты печатаются для упаковок с барабанами. Поставляемая карта может быть высечена с отверстиями для вставки пластиковых пузырей.
- При сборке упаковки используется комбинация сборочного станка, конвейерной системы и бункеров с упаковочными материалами, включая предварительно отпечатанные карты с термосвариваемым клеем и прозрачную пластиковую блистерную упаковку. Для катушечных упаковок используется вакуумный блистер из прозрачного поливинилхлорида (ПВХ), который защищает катушки и позволяет их легко увидеть. Блистер загружается через предварительно пробитое отверстие в карточке, в которое помещаются все три барабана. Барабаны опираются на края и машинным способом загружаются в блистер на карте, карта складывается, и клей запечатывается. Пакеты упаковываются в коробки для выставочных лотков или для демонстрации на стеллажах в магазинах, а затем снова упаковываются в «основных отправителей» для распространения.
Сборка средства просмотра
- Перед изготовлением пластиковых деталей инженеры-конструкторы создают детализированные формы, которые помещаются в стальной ящик, называемый инструментом. Инструмент представляет собой большую коробку, которую поднимают в машину для литья под давлением, чтобы придать горячему жидкому пластику формы, которые при охлаждении станут пластиковыми компонентами зрителя. Инструмент состоит из двух половинок, которые можно соединить вместе, чтобы отформовать деталь, а затем открыть, чтобы высвободить ее.
Для зрителя инструмент содержит четыре полости, которые выглядят точно так же, как передняя и задняя половины корпуса зрителя. Две поверхности формируют внутреннюю и внешнюю стороны заднего корпуса, а две другие являются точными изображениями внутренней и внешней стороны переднего корпуса. Наружные половины как переднего, так и заднего корпусов называются пресс-формами для разгрузки полости, а внутренние поверхности - пресс-формами для разгрузки стержня. Подобные инструменты для линз, держателя барабана и рычага продвижения предназначены для изготовления зрителя.
- Для формирования корпуса гранулы полистирола выгружаются из бункера для хранения в литьевую машину, в которой находится инструмент для корпуса. Машина плавит гранулы до состояния жидкого пластика, а затем выталкивает жидкость в полости инструмента. И передняя, и задняя половины корпуса зрителя изготовлены из одного и того же инструмента, поэтому половины будут из одного пластика.
- Рычаг подачи и фиксатор барабана (внутренняя направляющая для удержания барабанов) также изготавливаются методом литья под давлением. Отливка рычага подачи и держателя барабана приводит к образованию тонких полос пластиковых отходов, называемых полозьями. Чтобы закончить эти детали, полозья обрезаются вручную и перерабатываются. Корпуса и другие детали перемещаются на сборочные станции, где они будут преобразованы в полноценные зрители.
- Линзы отливаются под давлением, но процесс отличается, поскольку эти важные детали должны иметь высокое оптическое качество. Гранулы прозрачного акрилового пластика расплавляются и впрыскиваются в инструменты для формования четырех линз в зрителе. Время цикла пресс-формы в два-три раза больше, чем время для половинок зрителя.
- На следующей станции передние кожухи устанавливаются внешними сторонами вниз в сборочной машине с приспособлениями, чтобы надежно удерживать их в машине. В переднем корпусе телезрителя установлена отдельная пластиковая деталь, называемая диффузором. Рассеиватель не позволяет источнику света, подобному изображению лампочки, просвечивать изображение.
 Стереоптический просмотрщик и слайд. Машина кладет диффузор на внутреннюю поверхность переднего корпуса на площади, размер которой позволяет удерживать его окружающими стойками, которые будут использоваться для фиксации двух корпусов вместе. Расположение стоек предотвращает перемещение диффузора из стороны в сторону, и, когда зритель соединен вместе, плотное прилегание переднего и заднего корпусов не позволит диффузору перемещаться спереди назад.
Стереоптический просмотрщик и слайд. Машина кладет диффузор на внутреннюю поверхность переднего корпуса на площади, размер которой позволяет удерживать его окружающими стойками, которые будут использоваться для фиксации двух корпусов вместе. Расположение стоек предотвращает перемещение диффузора из стороны в сторону, и, когда зритель соединен вместе, плотное прилегание переднего и заднего корпусов не позволит диффузору перемещаться спереди назад. - Литые детали, встроенные в корпуса, помогают надежно удерживать линзы и другие внутренние детали. Позже эти особенности также будут использоваться для герметизации половинок корпуса. Сборка заднего корпуса иллюстрирует это лучше, чем переднего корпуса, поскольку четыре части (или пара в случае линз) прикреплены к заднему корпусу. Каждая часть размещается на стойках, отформованных в задней части корпуса. Сами детали имеют отверстия, которые соединяются со стойками, как и в линзах, которые должны быть точно расположены в зрителе. Отверстия в линзах расположены на стойках в задней части корпуса и закреплены на месте (нагреваются, но не до точки плавления или деформации). Держатель катушки (или внутренняя направляющая) прикреплен к стойкам на задней части корпуса. Отверстие в рычаге продвижения (подвижная часть) надевается только на его стойку корпуса. Петлеобразные концы пружины натягиваются на крюкообразный столб на корпусе и подключаются через отверстие в рычаге. В качестве дополнительного средства удержания этих внутренних деталей на месте соответствующие отверстия и молдинги стоек (называемые «выступами») в переднем и заднем корпусах будут препятствовать смещению деталей со своих стоек, когда корпус закрыт.
- Передний корпус с установленным диффузором устанавливается на стойки заднего корпуса и прижимается друг к другу. Эти стойки и отверстия называются «выступами», чтобы отличать их от опор, поддерживающих линзы и внутренние части зрителя. Бобышки плотно прилегают друг к другу, и, когда половинки прижимаются друг к другу под высоким давлением, хватание отверстий на стойках такое же сильное, как у любого клея. Инженеры описывают этот процесс как «натягивание». Он использует физические свойства пластика (например, коэффициент трения), размеры объектов (точные размеры и формы выступов) и прикладные свойства (механическое давление), чтобы половинки корпуса защелкивались вместе, но не разъединялись и не разъединялись. .
- Готовые зрители готовы к упаковке и перемещаются на линию сборки упаковки. Эта сборочная линия не имеет машинной или автоматической подачи, как упаковка для катушек, а укомплектована сотрудниками, называемыми операторами. Оператор вставляет демонстрационный ролик в средство просмотра, продвигает ролик и циклически просматривает все изображения в качестве окончательной проверки работы средства просмотра и качества линз.
- Оператор заполняет лоток четырьмя зрителями. Блистеры сбрасываются в лоток, и рабочий помещает каждого зрителя с открытым рычагом продвижения лицевой стороной вниз в блистере перед одной из четырех упаковок. Столбы на лотке помогают расположить карточки, образующие обратную сторону пакетов, под прямым углом к блистерам. Когда лоток заполнен, оператор перемещает лоток в запечатывающую машину. Пластина внутри машины опускается вниз и герметизирует четыре упаковки с помощью тепла и давления. Когда тарелка поднимается из этого лотка, рабочий с другой стороны машины вставляет еще один полный лоток в машину, и первый из двух перемещается обратно. Процесс идет непрерывно.
- Пакеты упакованы в разные контейнеры, что дает магазинам возможность размещать пакеты на стеллажах, в картонных лотках или в больших коробках. Несколько меньших контейнеров упаковываются в мастер-отправителя, и каждая большая коробка также служит основным отправителем.
Контроль качества
Этапы контроля качества начинаются во время концептуализации и проектирования нового продукта или детали, изменения конструкции и испытаний новых материалов. Во время первого запуска нового продукта, такого как программа просмотра, тесты проводятся в лаборатории производителя и включают в себя работу программы просмотра и тесты на падение. Зритель должен проработать 10 000 раз, чтобы продукт был принят. Каждый тест на падение включает 14 различных капель, по одной с каждой стороны и в каждом углу зрителя. Если, например, рычаг сломается, конструкция и материалы изменяются, чтобы исправить неисправную деталь.
Контроль качества на протяжении всего производства является частью процесса обеспечения целостности продукта, обязательного для производителя. Во время сборки барабанов положение чипов пленки в барабанах имеет решающее значение для создания трехмерного эффекта. Машина проверяет изображения, и, если выравнивание неправильное, катушка отклоняется. Операторы оборудования несут ответственность за подтверждение качества и отказ от продукции на протяжении всего процесса сборки барабана. Во время производства деталей для просмотра некоторые машины оснащаются инструментами для обеспечения непрерывной обратной связи по рабочим температурам, давлению и другим параметрам. Во время сборки средства просмотра проверка качества варьируется от простого просмотра линз, чтобы убедиться, что они ясны, до измерения размеров с помощью точных инструментов и сравнения измерений с данными, указанными на чертежах и спецификациях.
Побочные продукты / отходы
Производство зрителей в значительной степени безотходное. Пластиковые детали, такие как направляющие пресс-формы, повторно используются в литьевой машине, перетираются и используются для формования других деталей. Пластик разных цветов можно смешивать; красные и синие отходы зрителей смешиваются с другими цветами, чтобы сделать черный пластик для других продуктов. Акрил для линз - исключение. Его нельзя переточить для использования в будущих линзах, но его можно переработать для изготовления других акриловых деталей. Остальные отходы - второстепенные соображения. Пыль, например, обычно всасывается или отсасывается при выполнении определенных операций выхлопными системами.
Будущее
Будущее стереоптических средств просмотра безопасно, несмотря на очевидную конкуренцию со стороны компьютеров и других высокотехнологичных игрушек с быстрым управлением. Общественный интерес, а также приверженность компании являются сильным мотиватором для улучшения продуктов и разработки новых динамичных продуктовых линеек. Продажи View-Master выросли в три раза с момента последней смены владельца в 1997 году. Поскольку дизайн зрителей и роликов хорошо зарекомендовал себя, основными каналами изменений будут новые процессы и материалы, а также доступность фильмов, мультфильмов и других развлекательных объектов, которые могут быть лицензированный.
Обращение к коллекционерам - тоже залог стабильного будущего. Зрители Stereoptican продавались примерно за 2500 долларов в конце 1980-х. Зрители и наборы роликов легко коллекционируются, и первые зрители продавали за 100 долларов, а наборы роликов по цене от 5 до 100 долларов, также в конце 1980-х годов.
Где узнать больше
Книги
Продай, Мэри Энн и Вольфганг Продай. View-Master Viewers - Иллюстрированная история 1939–1994 гг. Миссия Вьехо, Калифорния:Berezin Stereo Photography Products, 1995.
Соммер, Робин Лэнгли. У меня была одна из них:игрушки нашего поколения. Нью-Йорк:Crescent Books, 1992.
Другое
Бэрд, Кит. Взгляд на историю View-Master. Декабрь 2001 г.
История View-Master (r). Пакет для прессы, Fisher-Price, Inc., 1999.
Интернет-страница Международного стереоскопического союза. Декабрь 2001 г.
Джиллиан С. Холмс
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое маркировка волоконным лазером?
- Электрополировка против пассивации
- Что такое пассивация нержавеющей стали?