


Эффективные меры по устранению проблемы коробления печатных плат
В настоящее время электронные продукты требуют миниатюризации и высокой точности, поэтому миниатюризация компонентов стала важной тенденцией развития. Когда миниатюрные компоненты готовы к сборке на печатных платах большой площади, к гладкости платы предъявляются гораздо более высокие требования. Естественно, производителям печатных плат стало важно подумать о том, как уменьшить степень коробления печатных плат.
В соответствии с производственным регламентом, подтвержденным IPC-600, коробление печатных плат, готовых к SMT-сборке, должно составлять не более 0,75%. Однако когда дело доходит до сборки небольших компонентов на печатных платах большой площади, это правило не работает. Вообще говоря, для удовлетворения требований сборки миниатюрных компонентов на печатных платах большой площади коробление печатных плат должно быть снижено до 0,5% или ниже.
Анализ коробления
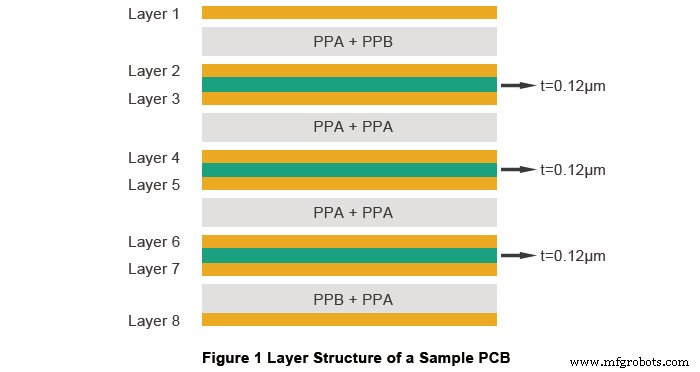
Проблема коробления будет впервые проанализирована в этой части этой статьи на образце 8-слойной печатной платы размером 248 мм ± 0,25x162,2 ± 0,20. Коробление этой доски требуется 0,5%, но ее практическая коробление после первой партии продукции находится в пределах от 2,5% до 3,2%.
Структура слоев восьмислойной печатной платы показана ниже.
Соотношение остатка меди для каждого слоя показано на следующем рисунке.
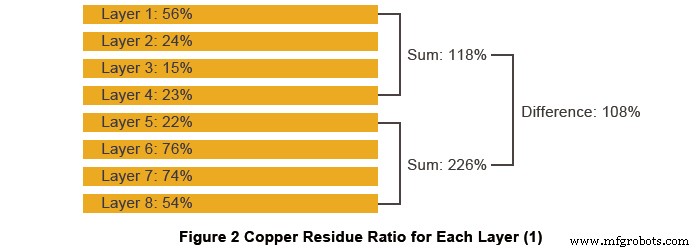
Основываясь на приведенном выше анализе, характерной чертой этого образца платы является неравномерное распределение меди в каждом слое. Кроме того, медь относительно толстая. В результате возникает коробление доски.
Решения по устранению коробления печатных плат
• Схема №1
Основной метод балансировки остатков меди между слоями платы заключается в добавлении меди в заготовку.
Чтобы уменьшить деформационное напряжение плиты, рекомендуется уменьшить размер панели с помощью метода поворотной панели. Что касается этого образца печатной платы, размер панели следует изменить с 610 мм x 520 мм до 610 мм x 356 мм. Массив панелей первого — 3x2, второго — 2x2.
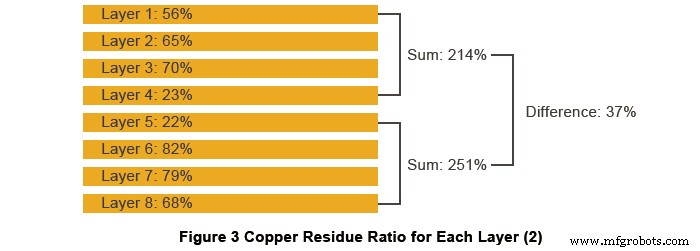
Благодаря вышеуказанным мерам по улучшению, соотношение остатка меди показано на Рисунке 3 ниже. После таких модификаций коробление изменено и находится в диапазоне от 2,0% до 2,9%, что дает очевидное улучшение, но немного далеко от требуемого значения 0,5%.
•Схема №2
На основе Схемы №1 добавляется жесткость доски. После такой модификации структура слоев печатной платы может быть показана на следующем рисунке.
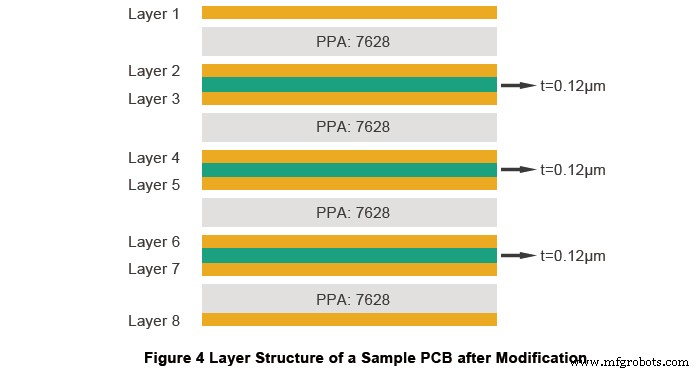
Реализация данной схемы дает коробление печатных плат в пределах от 2,0% до 2,9%. Очевидно, что эта схема не работает для решения проблемы коробления, что указывает на небольшую корреляцию между короблением и жесткостью доски. Нам необходимо продолжить оптимизацию Схемы №1, т.е. искать дополнительные пути баланса остатка меди.
•Схема №3
Согласно Схеме №1, уровни 2 и 6 должны быть заменены друг другом. Соотношение остатка меди для каждого слоя печатной платы после применения схемы № 3 показано на рисунке 5 ниже.
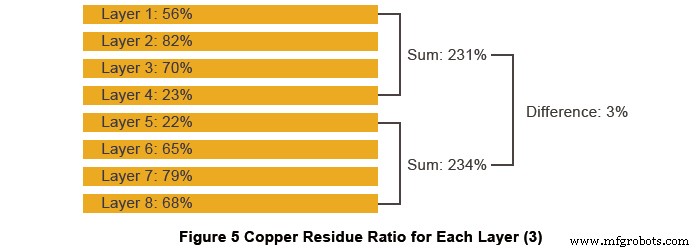
В соответствии со схемой №3 коробление печатных плат остается в пределах 0,5% и остается на уровне 0,5% даже после двукратной пайки оплавлением, что совместимо со спросом. Кроме того, пробное производство 300 штук подтверждает надежность этой схемы. В результате схема №3 работает лучше всех остальных схем.
Согласно приведенным выше экспериментам, поскольку распределение среди всех диэлектрических слоев равномерное, именно неравномерное распределение меди приводит к короблению печатной платы. За счет балансировки остатков меди на каждом слое печатной платы коробление платы снижается с диапазона от 2,5% до 3,2% до диапазона в пределах 0,5%, что указывает на то, что основное решение проблемы коробления печатной платы заключается в балансе остатков меди между диэлектрическими слоями и медью. слои. Соответственно, что касается коробления в процессе сборки, выравнивание должно быть достигнуто за счет компоновки компонентов, распределения тепла и распределения сборки, чтобы можно было уменьшить коробление платы при гарантированном качестве продукта.
Полезные ресурсы
• Факторы, определяющие количество слоев и распределение слоев в печатных платах
• Изготовление многослойных печатных плат
• Основные правила проектирования печатных плат, которые необходимо знать
• Элементы конструкции печатных плат, влияющие на SMT Производство
Промышленные технологии
- Проблемы с изгибом и скручиванием с PCBS
- Размещение компонентов SMT для печатных плат
- Печатные платы для суровых условий
- Руководство по стандартам IPC для печатных плат
- Низкотемпературный материал печатной платы
- Дизайн для производства печатных плат
- Правила использования бессвинцовых печатных плат
- Что вызывает повреждение гибких печатных плат
- Обзор рынка печатных плат
- Производство печатных плат для 5G