


Разница между сваркой плавлением и сваркой твердого тела
Требование соединения двух или более компонентов присуще производству. Существуют различные методы соединения для сборки самых разных материалов разнообразными способами. Некоторые из этих процессов обеспечивают постоянные соединения, в то время как другие обеспечивают временные соединения. Подобно клепке, соединению и склеиванию, сварка также является одним из процессов постоянного соединения. По определению, сварка — это один из процессов соединения, с помощью которого два или более твердых компонента могут быть соединены на постоянной основе путем образования коалесценции с применением или без применения внешнего давления, тепла и присадочного металла. Таким образом, для соединения сваркой не требуются ни нагрев, ни давление; на самом деле они применяются альтернативно. Так, в некоторых сварочных процессах применяется внешнее тепло; в то время как в других процессах применяется внешнее давление. На этом основании процессы сварки можно разделить на две группы:сварка плавлением и сварка в твердом состоянии.
Все те сварочные процессы, в которых от внешнего источника подается достаточное количество тепла для плавления или плавления поверхностей сопряжения основных компонентов с целью формирования сварного шва, называются процессами сварки плавлением. . В таких процессах обычно не требуется давление. Все процессы дуговой сварки, газовой сварки и сварки сопротивлением относятся к сварке плавлением. Также стоит отметить, что плавление соприкасающихся поверхностей опорной плиты происходит за счет непосредственного подвода тепла, а не вследствие давления, трения и т.п.
С другой стороны, в процессах сварки твердого тела , тепло не применяется напрямую; вместо этого в большинстве случаев применяется достаточное давление. Вследствие давления в зоне контакта может выделяться тепло; однако обычно эта температура остается значительно ниже точки плавления основных компонентов. Диффузионная сварка, кузнечная сварка, сварка взрывом, сварка давлением, сварка трением и т. д. являются примерами этой категории. Важные различия между сваркой плавлением и сваркой в твердом состоянии приведены ниже в виде таблицы.
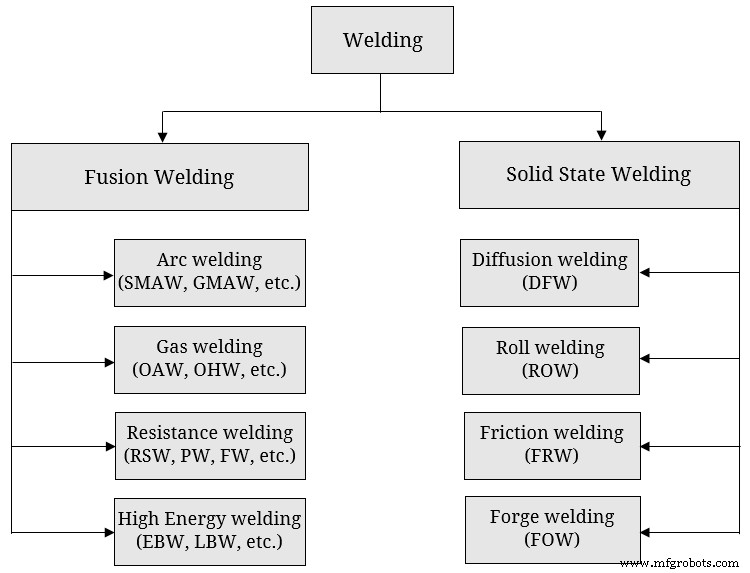
Таблица:Различия между сваркой плавлением и сваркой в твердом состоянии
| Сварка плавлением | Сварка твердого тела |
|---|---|
| В процессах сварки плавлением соприкасающиеся поверхности основных компонентов плавятся, образуя сварной шов. | Такого плавления не происходит, температура соприкасающихся поверхностей всегда остается ниже температуры плавления основного материала. |
| Нагрев подается напрямую с помощью некоторых внешних средств. Однако давление не обязательно. | Для облегчения соединения напрямую не применяется тепло; вместо этого в большинстве случаев применяется достаточное давление. |
| При необходимости можно легко нанести внешний наполнитель. | Процессы сварки в твердом состоянии в основном автогенные, а также трудно применять присадочный металл. |
| Более широкая зона термического влияния (ЗТВ) вокруг сварного шва из-за высокого тепловложения. | ЗТВ узкая, так как не происходит плавления. В большинстве случаев ЗТВ незначительна и не вызывает проблем со сварной конструкцией. |
| Из-за интенсивного нагрева и последующего плавления нарушаются различные механические и металлургические свойства. | Механические и металлургические свойства сильно не пострадали. |
| Соединение разнородных металлов сваркой плавлением проще. | Соединение разнородных металлов с помощью сварки в твердом состоянии очень сложно. |
| Высокое искажение происходит из-за чрезмерного подвода тепла. Чтобы этого избежать, необходимо использовать надлежащее крепление. | Уровень искажения низок и обычно не требует мер предосторожности, чтобы его избежать. |
| Все процессы дуговой сварки, газовой сварки, контактной сварки и сварки с интенсивным потреблением энергии относятся к сварке плавлением. | Диффузионная сварка, сварка давлением, валковая сварка, холодная сварка, сварка трением, кузнечная сварка и т. д. являются примерами сварки в твердом состоянии. |
Оплавление поверхностей обшивки: Как следует из названия, при сварке плавлением допускается плавление сопрягаемых поверхностей исходного компонента для создания сварного шва или коалесценции. Присадочный металл, если он применяется, также плавится и смешивается с расплавленным основным металлом. В отличие от этого, при сварке в твердом состоянии не происходит плавления или плавления, и, таким образом, соединение происходит, когда компоненты находятся в твердом состоянии. Хотя из-за одновременного приложения давления и трения температура исходных компонентов может повышаться; однако он всегда остается ниже точки плавления основного металла, и поэтому плавления не происходит. Собственно, в этом и есть главное отличие двух видов сварки.
Применение тепла и давления: Очевидно, что при сварке плавлением тепло должно подаваться от внешнего источника. Этот источник тепла может быть различных типов, таких как электрическая дуга в случае дуговой сварки, горение кислородно-топливного газа в случае газовой сварки, нагрев электрическим сопротивлением в случае контактной сварки и даже интенсивный энергетический луч, такой как плазма, лазер или электронный луч. в случае PAW, LBW или EBW. С другой стороны, процессы сварки в твердом состоянии обычно требуют применения давления. Прямое применение тепла нежелательно; однако тепло может выделяться вследствие давления, трения и т. д.
Нанесение наполнителя: Наполнитель необходим для заполнения корневого зазора, существующего между исходными компонентами. В зависимости от применения наполнителя и его состава сварку можно разделить на три категории:автогенную, гомогенную и гетерогенную. Когда корневая щель очень мала, филлер не требуется, и такой процесс называется аутогенным. Сварку твердого тела обычно выполняют в автогенном режиме. С другой стороны, когда применяется наполнитель и металлургический состав наполнителя аналогичен составу основного металла, это называется гомогенной сваркой; а если металлургический состав наполнителя отличается от основного металла, то сварка называется гетерогенной. Сварку плавлением целесообразно проводить во всех трех режимах; однако для объединения в гетерогенном режиме необходимо использовать дополнительные меры предосторожности и оптимальные параметры.
Наличие ЗТВ: Зона термического влияния (ЗТВ) — это узкий слой в свариваемых компонентах, окружающий сварной шов, где материал не расплавился, но подвергся воздействию различных физических и механических свойств из-за нагрева и последующего охлаждения. Эта ЗТВ считается слабой зоной, поскольку она очень подвержена механическим и химическим повреждениям. Из-за экстремального нагрева при температуре выше точки плавления соответствующего материала вокруг сварного шва существует более широкая ЗТВ, когда компоненты соединяются с помощью процессов сварки плавлением; тогда как узкая (иногда незначительная) ЗТВ может наблюдаться, когда компоненты соединяются с помощью процессов сварки в твердом состоянии, поскольку во время сварки выделяется меньше тепла.
Изменения механических и металлургических свойств: Во время сварки обычно изменяются различные металлургические свойства, такие как ориентация зерен, структура зерен, атомарные дефекты и т. д. Металлургические изменения также влияют на многие механические свойства, такие как прочность, твердость, ударная вязкость и т. д. Обычно такие изменения связаны с уровнем нагрева и последующим охлаждением компонентов. В процессах сварки плавлением применяется высокая температура, и материалы плавятся, поэтому такие процессы могут изменять различные свойства до экстремального уровня. В отличие от этого, такие изменения незначительны и в основном находятся в допустимых пределах, когда соединение выполняется с использованием процессов сварки в твердом состоянии.
Возможность соединения разнородных металлов: Одним из самых больших преимуществ сварки среди всех способов соединения является герметичность и надежность соединения разнородных материалов. Однако не каждый сварочный процесс подходит для этой цели. Поскольку соединение разнородных металлов в основном представляет собой гетерогенную сварку, только несколько процессов сварки плавлением могут выполнить это требование. Однако для получения надежного соединения требуется особая осторожность и оптимальные параметры процесса. Сварка в твердом состоянии совершенно не подходит для соединения разнородных металлов.
Уровень деформации в сварных конструкциях: Из-за неравномерного расширения и сжатия при нагреве и охлаждении при сварке собранные конструкции деформируются в другую плоскость, что приводит к дефекту сварки. Такое искажение в соединенных конструкциях приводит к неточности размеров и браку деталей. Склонность сварных конструкций к деформации увеличивается с увеличением погонной энергии. Таким образом, если не используется надлежащее крепление или не используется надлежащий метод минимизации деформации (например, сварка со скипами, предварительная установка деталей в противоположном направлении и т. д.), то детали, сваренные плавлением, демонстрируют более высокую деформацию, чем другие, поскольку тепловложение выше в прежний случай.
Примеры процессов: Все процессы дуговой сварки (MMAW, GMAW, TIG, SAW, FCAW, ESW и т. д.), процессы газовой сварки (OAW, OHW, AAW, PGW и т. д.), процессы контактной сварки (RSW, RSEW, PW, PEW, FW и т. д.) и процессы сварки интенсивным энергетическим лучом (PAW, LBM и EBW) являются примерами сварки плавлением. Диффузионная сварка (DFW), сварка давлением (PW), сварка роликами (ROW), холодная сварка (CW), сварка трением (FRW), кузнечная сварка (FOW) и т. д. являются примерами сварки в твердом состоянии.
В этой статье представлено научное сравнение сварки плавлением и сварки в твердом состоянии. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Различие между сваркой плавлением и сваркой в твердом состоянии на сайте different.minaprem.com.
- Дефекты сварки, М. Прето (1 ст издание, Аракна).
- Физическая химия сварки плавлением Г. Ф. Деева и Д. Г. Деева (1 st издание, DGD Press).
Промышленные технологии
- Разница между цельным карбидом и вольфрамовой сталью
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- Разница между токарным процессом и фрезерным процессом
- Разница между металлической сваркой инертным газом и металлической сваркой с активным газом
- Разница между процессами сварки GMAW и GTAW
- Разница между передней и обратной сваркой
- В чем разница между изготовлением металла и сваркой металла?
- В чем разница между изготовлением металла и сваркой?
- Разница между отпуском и отжигом