


Разница между сваркой TIG и сваркой A-TIG
Сварка — это давний процесс соединения, который позволяет эффективно и экономично соединить два или более структурных элемента на постоянной основе. Существует большое разнообразие сварочных процессов, которые могут соединять конструкции из различных материалов различными способами. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), широко известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой один из процессов сварки плавлением, при котором металлы могут быть соединены за счет коалесценции или образования наплавленного валика из-за сплавления сопрягающихся поверхностей исходных компонентов. Электрическая дуга, возникающая между электродом и проводящими металлами, используется для нагрева и плавления.
В результате интенсивного развития за последние несколько десятилетий сварка ВИГ стала одним из перспективных и надежных методов сварки для неразъемного соединения двух или более металлических компонентов. Может выполняться в аутогенном режиме; однако наполнительный материал также может применяться по назначению (возможны как гомогенный, так и гетерогенный способы). Великолепный внешний вид сварного шва, более высокая эффективность дуги, меньшая вероятность дефекта и минимальный уровень разбрызгивания сделали этот процесс подходящим методом изготовления в широком диапазоне промышленных применений, включая строительство, автомобильную и аэрокосмическую арены.
При сварке ВИГ , электрическая дуга застревает между неплавящимся электродом (из вольфрама с небольшими легирующими элементами) и токопроводящей заготовкой. Это тепло дуги плавит стыкующиеся поверхности исходных компонентов, что в конечном итоге приводит к слиянию. Присадочный металл, если он применяется, также осаждается на корневом зазоре в расплавленном состоянии из-за дугового нагрева. Подготовку кромок можно проводить и при толщине листа более 4 – 5 мм. Несмотря на многие преимущества, сварка TIG ограничена достижимым проплавлением, которое составляет около 3–3,5 мм в зависимости от многих важных параметров. Достичь глубины проплавления более 3,5 мм за один проход при сварке TIG практически сложно, если не невозможно.

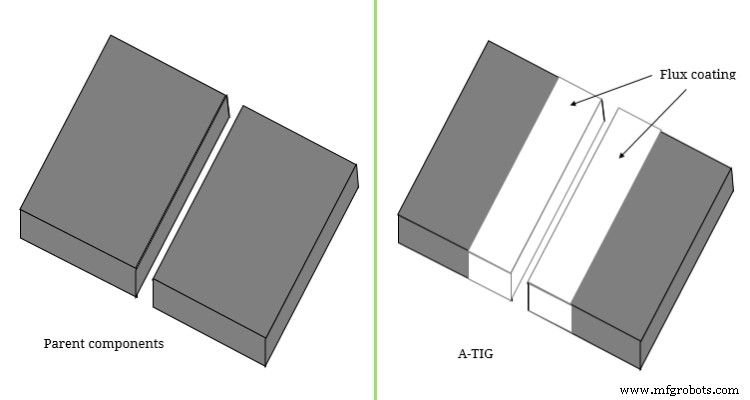
Это ограничение вызывает ощутимый исследовательский интерес, и, как следствие, появилось много вариантов, которые обеспечивают уникальные преимущества по сравнению с обычным процессом сварки TIG. Двумя известными вариантами являются сварка TIG с активированным флюсом и сварка под флюсом. При сварке с активированным вольфрамом и инертным газом (A-TIG) тонкий слой активирующего флюса наносится на привалочные поверхности и окружающую область основных компонентов перед сваркой. Это показывает многообещающий результат за счет увеличения глубины проплавления в 3 раза и более по сравнению с обычной сваркой TIG с аналогичными параметрами процесса. Таким образом, при сварке A-TIG возможно достижение проплавления 7–11 мм, что в конечном итоге приводит к значительному повышению производительности всего производства. Различия между сваркой вольфрамовым электродом в среде инертного газа (TIG) и сваркой в среде активированного вольфрама в среде инертного газа (A-TIG) представлены ниже в виде таблицы. Стоит отметить, что оба процесса выполняются одинаково и одинаково, за исключением применения флюса при сварке A-TIG.
Таблица:Различия между сваркой TIG и сваркой A-TIG
| Сварка ВИГ | Сварка A-TIG |
|---|---|
| При сварке TIG на основной металл не наносится активирующий флюс. | Перед сваркой на привалочные поверхности и прилегающие участки наносится тонкий слой активирующего флюса. |
| Обычно обеспечивает глубину проникновения порядка 3-3,5 мм. | Он может обеспечить гораздо более глубокое проникновение в диапазоне от 7 до 11 мм. |
| Ширина сварного шва, а также ширина ЗТВ больше. | Из-за явления сужения дуги ширина сварного шва и ширина ЗТВ меньше. |
| Установление электрической дуги между электродом и опорными пластинами не проблематично. | Из-за наличия изолирующего слоя флюса на основном металле создание дуги проблематично. |
| Этот процесс можно применять для соединения как тонких, так и толстых рабочих материалов. | Этот процесс не подходит для тонких материалов (менее 4 мм), так как будут наблюдаться такие дефекты, как избыточное проникновение. |
| Если судить по одному проходу, сварка ВИГ выполняется быстрее. | Поскольку перед сваркой необходимо нанести флюс, сварка A-TIG требует много времени. |
| Меньше производительность, особенно когда для соединения требуются более толстые листы из-за подготовки кромок и многократных проходов. | Высокопроизводителен, так как можно добиться более глубокого проникновения за один проход без какой-либо подготовки кромки. |
Использование активирующего потока: В этом основное отличие сварки TIG от сварки A-TIG, поскольку активирующий флюс используется только в последней. Такой активирующий флюс включает большое количество оксидов и галогенидов металлов, таких как оксид титана (TiO2 ), кремнезем (SiO2 ), оксид хрома (Cr2 О3 ), карбонат магния (MgCO3 ), оксид магния (MgO), диоксид марганца (MnO2 ), оксид кальция (CaO), оксид алюминия (Al2 О3 ), диоксид циркония (ZrO2 ) и др. Применяют также однородную смесь таких флюсов в разных пропорциях. Такой флюс сначала смешивают с подходящим растворителем, чтобы приготовить полутвердую пасту, и ее наносят на облицовочные поверхности и окружающие области исходного компонента. Его необходимо наносить перед сваркой и дать ему высохнуть перед зажиганием дуги. Флюс можно наносить вручную или с помощью механизированной системы; однако толщина этого слоя флюса должна быть одинаковой для получения бездефектного соединения. Обычно эта толщина варьируется от 30 до 75 мкм в зависимости от ряда важных параметров.
Глубина проплавления, ширина сварного шва и ЗТВ: Различные исследования ясно показали, что глубина 7-11 мм достижима за один проход без какой-либо подготовки кромок, но с использованием подходящего флюса; по сравнению с обычной сваркой TIG, которая может обеспечить максимальный провар 3,5 мм в аналогичных условиях. Столь значительное улучшение проникновения связано с обращением эффекта Марангони при применении флюса. Использование активирующего флюса также приводит к сужению дуги, что впоследствии увеличивает теплоемкость электрической дуги. Ограниченная дуга приводит к более узкому сварному шву, а также к более узкой зоне термического влияния (ЗТВ), поскольку в определенной области требуется меньшая скорость подвода тепла.
Установление дуги между электродами: Каждый процесс дуговой сварки требует наличия электрической дуги между электродом и проводящими рабочими материалами. Фактически, эта дуга является основным источником тепла для плавления поверхностей обшивки основного материала. При сварке TIG создание дуги между заостренным вольфрамовым электродом и проводящим основным металлом не является проблемой. Однако при сварке A-TIG из-за наличия изолирующего слоя на рабочих металлических поверхностях поток электронов ограничен, и поэтому создание дуги несколько затруднено. Часто для облегчения этой цели на входе в стык используется дополнительная опорная пластина без флюса. Также требуется немного большее напряжение замкнутой цепи для поддержания дуги на протяжении всего процесса.
Соединение тонкого листа и клеевого листа: Сварка A-TIG по своей природе обеспечивает более глубокое проплавление, и поэтому ее использование для соединения тонких листов или пластин толщиной менее 4 мм экономически нецелесообразно. Даже если его использовать для таких случаев, то будет наблюдаться избыточное проплавление, неточность размеров и высокая деформация. Однако для соединения более толстых компонентов предпочтительнее использовать A-TIG, так как он может обеспечить проплавление на 7–11 мм за один проход и при этом без какой-либо подготовки кромок. Наоборот, сварку ВИГ можно выгодно использовать для соединения как тонких, так и толстых компонентов, следуя необходимой технике.
Подготовка кромок, многократные проходы и производительность: Соединение толстых листов (толщиной> 3,5 мм) сваркой TIG требует надлежащей подготовки кромок и выполнения нескольких проходов для надлежащего заполнения всего корневого зазора. Многопроходная сварка также увеличивает уровень погонной энергии в конкретной зоне и, следовательно, также увеличивает ширину ЗТВ, деформацию и т. д., что обычно нежелательно. Это требует больших объемов дорогостоящего присадочного металла, а также значительных затрат времени. Фактически, сварка TIG не подходит, когда требуется наплавка большого объема присадочного металла; В таком сценарии предпочтительным выбором является дуговая сварка металлическим электродом в среде защитного газа (GMAW). Тем не менее, сварка A-TIG также может быть успешно использована для таких целей, не требуя подготовки кромок или многопроходной сварки.
В этой статье представлено научное сравнение сварки TIG и сварки A-TIG. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Бабу и др. (2016 г.); Разработка процесса сварки вольфрамовым электродом с флюсом в среде инертного газа для соединения алюминиевых сплавов; Американский журнал машиностроения и промышленной инженерии; Том. 1 (3); стр. 58–63.
- Саха и др. (2018 г.); Исследование влияния активирующего флюса на сварку вольфрамовым электродом в среде инертного газа аустенитной нержавеющей стали с использованием полярности переменного тока; Индийский журнал по сварке; Том. 51 (2).
Промышленные технологии
- В чем разница:MIG vs. Сварка ВИГ
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- Разница между токарным процессом и фрезерным процессом
- Разница между механической обработкой и шлифовкой
- Разница между металлической сваркой инертным газом и металлической сваркой с активным газом
- Разница между процессами сварки GMAW и GTAW
- Разница между передней и обратной сваркой
- В чем разница между изготовлением металла и сваркой металла?
- В чем разница между изготовлением металла и сваркой?