


Различные типы гибки труб
В производстве гибка труб играет одну из самых важных частей. Существует так много продуктов, изготовленных с использованием трубок, что было бы невозможно перечислить их все. Будь то гибка труб для каркаса безопасности гоночного автомобиля, изготовление труб, тромбонов или других музыкальных инструментов, лестничных перил в высотных зданиях или прецизионных гидравлических линий в самолете, точное формование труб сегодня является важной частью производства.
Форма этой трубки зависит от множества факторов, таких как тип материала, толщина стенки, требуемое количество и желаемая точность. Трубогибы обычно покупаются на основе этих факторов, и хотя может быть множество методов для достижения желаемой точности, обычно есть только один, который может учесть все задействованные факторы. Но что это за методы гибки труб? Как они работают и каковы преимущества одного процесса гибки труб по сравнению с другим? Ниже мы рассмотрим основы этих различных методов гибки труб и расскажем о преимуществах и недостатках каждого из них.
Изгиб пресса
Гибка прессом — это упрощенная форма гибки труб. С помощью листогибочного пресса, металлообрабатывающего станка, гидравлического пресса или аналогичного станка простой «гибочный штамп» прижимается к трубе или трубе, натянутой на две фиксированные опоры, заставляя ее соответствовать форме. 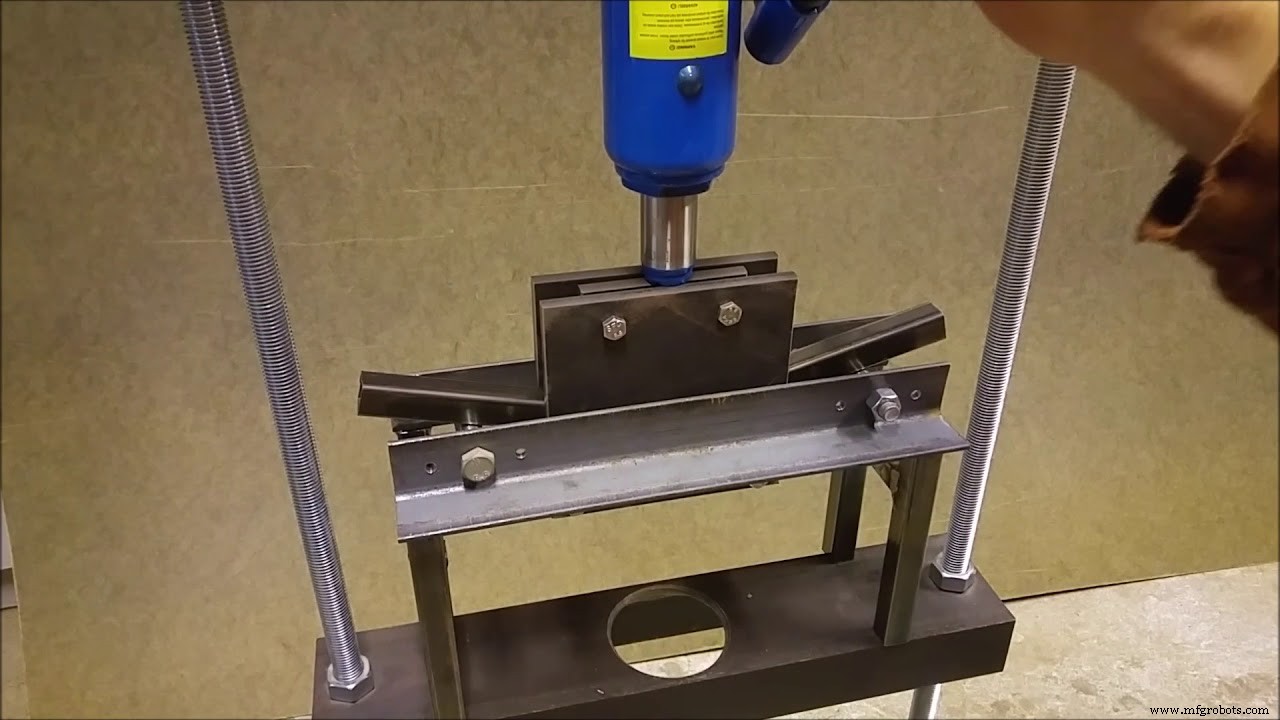
Преимущество пресс-гибки:
- Это недорогой процесс, требующий только простых инструментов, которые можно адаптировать к существующему оборудованию.
- Versatile может быть адаптирован для обеспечения гибкости при гибке труб, труб и сортового проката.
Недостаток гибки прессом:
- Трубки/трубы легко ломаются
- Плохая точность
- Плохая повторяемость
- Производство идет очень медленно.
Изгиб
Роликовая гибка - это еще один метод гибки труб, в котором используется 3-х или 4-х валковая машина, называемая угловым валком или секционным валком, для протягивания трубы или трубы через валки, прижимая трубку к увеличивающемуся изгибу. В этом методе, подобно гибке прессом, используется треугольная схема из опорных роликов и прижимного ролика, однако, в отличие от гибки прессом, этот метод может изгибаться под разными углами с использованием роликов того же типа, когда труба или труба проходит через последовательность гибки с помощью электропривода. и поворотные ролики. Этот метод может быть простым и точным способом изгиба различных радиусов без необходимости использования специальных инструментов для желаемого радиуса изгиба.

Преимущество гибки рулонов
- На одном и том же станке можно изготавливать трубы различных радиусов, в том числе с разными углами.
- С помощью этого метода также можно формировать такие сечения, как трубы, стержни и уголки.
Недостаток гибки рулона
- Более медленный процесс, так как каждая пробирка обрабатывается вручную, что затрудняет получение точных результатов.
- Тонкостенные трубки могут легко сломаться, если радиусы изгиба слишком малы.
- Плохая точность
- Плохая повторяемость
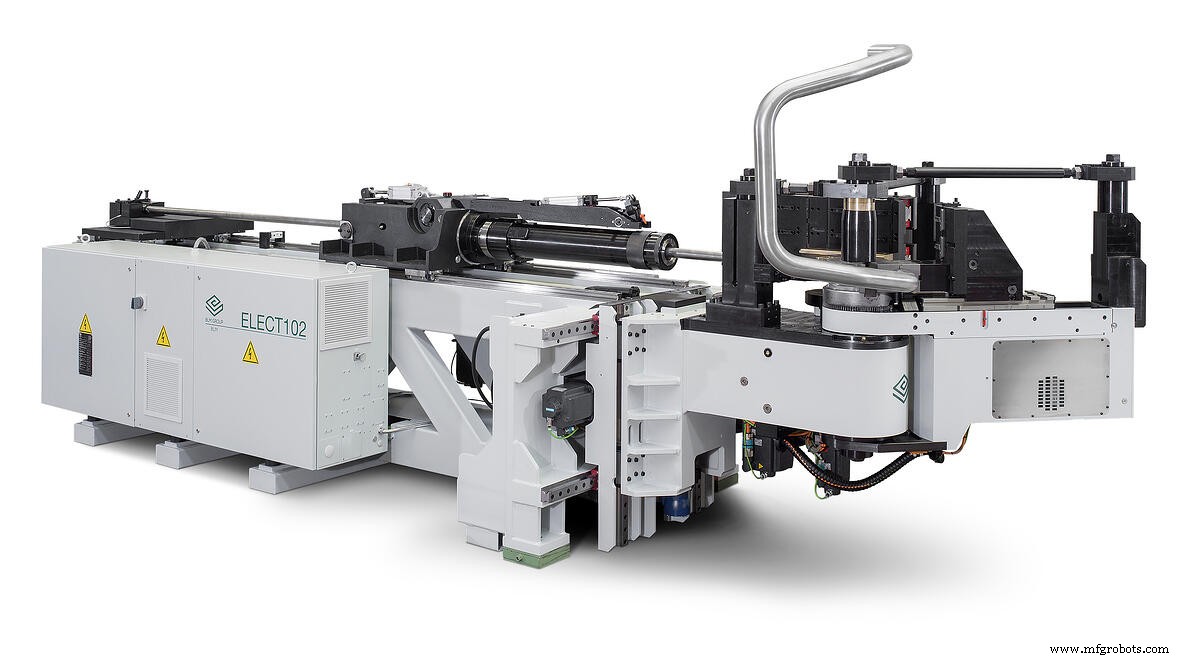
Гибка с вращающимся вытягиванием
Ротационно-вытяжная гибка на сегодняшний день является наиболее популярной формой гибки труб, поскольку она проще всего контролируется, более точна, воспроизводима и относительно доступна по цене. Система гибки с вращающейся вытяжкой состоит из трех различных инструментов:зажимной матрицы, нажимной матрицы и радиусной матрицы, которые удерживают и формируют трубу на протяжении всего процесса гибки. Труба крепится к гибочному штампу и «протягивается» вокруг штампа машиной с помощью гидравлического или электрического методов. Когда гибочная матрица вращается, трубка прочно удерживается на месте относительно вращающейся гибочной матрицы прижимной матрицей.

Преимущества ротационной гибки
- Точный и воспроизводимый
- Быстро
Недостатки ротационной гибки
- Оборудование предназначено для процесса гибки и поэтому менее гибко.
- Стоимость начальной машины
- Требуется инструмент для каждого используемого диаметра трубы/трубы и для каждого сформированного радиуса.
Гибка труб на оправке
Гибка труб на оправке на самом деле не является отдельным процессом от вышеперечисленного, гибка с вращательным вытягиванием вообще, а скорее дополнением к  это. Обладая способностью формировать более узкие и точные радиусы, ротационный трубогиб может начать легко сжимать трубы в процессе формовки. Добавляя внутреннюю опору или оправку, в процессе формования стенки трубы можно удерживать прочно от разрушения. С добавлением оправки, вставленной в трубу и управляемой машиной во время процесса гибки, труба не сжимается сама по себе, когда она растягивается и формируется вокруг гибочной матрицы. Оправка лишь немного меньше внутреннего диаметра трубы изгибают и закрепляют несколькими гибкими опорами на гибкой шаровой оправке на ее конце. Эти шариковые оправки изгибаются при формировании трубы и позволяют трубе изгибаться, поддерживая трубу по всему диаметру, в то время как труба проходит по оправке в течение всего процесса гибки.
это. Обладая способностью формировать более узкие и точные радиусы, ротационный трубогиб может начать легко сжимать трубы в процессе формовки. Добавляя внутреннюю опору или оправку, в процессе формования стенки трубы можно удерживать прочно от разрушения. С добавлением оправки, вставленной в трубу и управляемой машиной во время процесса гибки, труба не сжимается сама по себе, когда она растягивается и формируется вокруг гибочной матрицы. Оправка лишь немного меньше внутреннего диаметра трубы изгибают и закрепляют несколькими гибкими опорами на гибкой шаровой оправке на ее конце. Эти шариковые оправки изгибаются при формировании трубы и позволяют трубе изгибаться, поддерживая трубу по всему диаметру, в то время как труба проходит по оправке в течение всего процесса гибки.
Преимущества гибки на оправке
- Точность и воспроизводимость
- Форма — округлость трубы сохраняется на протяжении всего процесса формования.
- Скорость
Недостатки изгиба оправки
- Стоимость
- Время настройки
Промышленное оборудование
- Изучение различных типов шлифовальных станков
- Изучение различных типов процессов выдувного формования
- Какие бывают типы ногтей?
- Различные типы промышленных воздушных компрессоров
- Различные типы буровых установок
- Различные типы материалов тормозных накладок
- Полное руководство по различным типам соединений
- Краткое руководство по различным типам кранов
- Какие существуют виды гибки труб?
- Различные типы ленточных пил