


Т-коды упрощают процесс подтверждения длины инструмента
Компенсация длины инструмента упрощает программирование и улучшает пробную обработку и определение размеров во время наладки и производственных циклов. Это также позволяет собирать и измерять длину режущего инструмента с помощью автономного устройства измерения длины инструмента.
Хотя компенсация длины инструмента является хорошей функцией, у нее есть некоторые недостатки.
Каковы недостатки компенсации длины инструмента?
1) Режущий инструмент должен быть достаточно жестким для обработки с использованием запрограммированных условий резания, и 2) режущий инструмент должен быть достаточно длинным, чтобы достигать самой глубокой обрабатываемой поверхности, но не быть настолько длинным, чтобы он сталкивался с препятствием во время смены инструмента.
В некоторых компаниях программисты указывают компоненты для сборки режущих инструментов вместе с диапазоном допустимых длин.
Однако многие компании указывают только название и размер инструмента, оставляя наладчику право решать, как собирать режущие инструменты. Наладчики могут не знать наверняка, будет ли каждый инструмент иметь достаточную жесткость и находится ли его длина в допустимых пределах.
Хотя они могут не обеспечить жесткость, пользовательские макросы могут решить вопрос диапазона длины режущего инструмента.
Основная настройка макроса
Этот метод особенно полезен для станков с ограниченным перемещением по оси Z, таких как небольшие вертикальные обрабатывающие центры и многие горизонтальные обрабатывающие центры. Мы используем системные переменные пользовательского макроса FANUC для доступа к данным, связанным со смещением, и в нашем примере также предполагается, что станок имеет стандартный набор FANUC из шести смещений приспособления, и пользователь планирует установить длину режущего инструмента в качестве значения смещения компенсации длины инструмента.
Переменные серии #2200 обеспечивают доступ к коррекции геометрии длины инструмента. Те, что в серии #5200, обеспечивают доступ к смещениям приспособлений. Кроме того, наш пример «второй ссылки» на соответствующие значения системных переменных. Наши значения длины тестового инструмента:
#149=4.0
#2=#[2200+#149] (текущая длина инструмента)
Если для общей переменной #149 задано значение 4.0, выражение 2200+#149 отображает 2204. Знак решетки (#) за скобками делает эту системную переменную #2204, которая обращается к значению смещения геометрии длины инструмента под номером четыре. Подобные методы используются для доступа к текущему значению Z-регистра смещения прибора. Мы также используем системную переменную #4014 для доступа к текущему установленному значению смещения прибора (54-59).
Рассмотрите иллюстрацию.
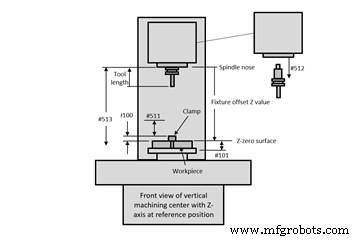
Входные данные поступают из смещений, из системных констант (постоянные общие переменные серии #500) и из значений, указанных в программе. Смещения включают значения Z смещения приспособления и длины инструмента, введенные в смещениях геометрии компенсации длины инструмента.
Пользователям нужно будет ввести следующие системные константы только один раз:
#511:Зазор для смены инструмента.
#512:Величина выдвижения устройства смены инструмента (см. документацию производителя станка).
#513:Перемещение по оси Z (см. документацию производителя станка).
Эти значения соответствуют программе ЧПУ:
#100:Расстояние от нулевой поверхности Z до самого высокого препятствия (например, зажима).
#101:Расстояние между Z-нулевой поверхностью и самой глубокой глубиной. Это значение можно указывать перед каждой сменой инструмента.
Этот метод работает с определяемой пользователем программой Т-кода. После установки параметра (#6001, бит 5 для более новых ЧПУ FANUC) на 1, каждый раз, когда ЧПУ видит T-код, он будет сохранять значение T в общей переменной #149 и выполнять программу O9000.
Существует два распространенных типа систем автоматической смены инструмента.
Каковы общие стили систем автоматической смены инструмента?
С одним T-код сам по себе завершает смену инструмента. В другом код T просто вращает карусель инструментов, доставляя инструмент на станцию готовности, в то время как команда M06 меняет инструменты. Следующий пример программы должен хорошо работать для обоих, хотя пользователям, возможно, придется разделить код T и M06 на две команды, чтобы программа выполнялась правильно.
Примеры программ
Вот программы. Основная программа (O6001) сокращена для отображения только связанных команд:
O6001 (Основная программа)
G54 (Выберите смещение крепления)
#100=2,0 (высота самого высокого элемента/препятствия от нулевой Z-поверхности со смещением приспособления)
#101=2,5 (наибольшая глубина обработки для инструмента 4)
(.)
(Команды запуска программы)
(.)
T04 (вызывает программу O9000, пользовательский макрос T-кода)
M06 (Смена инструмента произойдет, если инструмент находится в пределах диапазона)
(.)
(Обработка инструментальной станцией 4)
(.)
#101=1.0 (наибольшая глубина обработки для инструмента 5)
(Команды запуска инструмента)
(.)
T5 (вызывает пользовательский макрос T-кода)
M06 (Смена инструмента произойдет, если инструмент находится в пределах диапазона)
(Обработка инструментом 5)
(.)
(Баланс программы обработки)
(.)
М30
O9000 (Инструмент проверки пользовательского макроса)
#1=ABS[#[5203+[#4014-53]*20]] (текущее значение Z смещения крепления)
#2=#[2200+#149] (текущая длина инструмента)
IF[[#1-#2-#511-#512-#100]GT0]GOTO5 (Подходит ли длина инструмента?)
#3000=100(ИНСТРУМЕНТ СЛИШКОМ ДЛИННЫЙ)
N5#3=#1+#101 (самая большая глубина)
#4=#513+#2 (досягаемость инструмента)
IF[[#4-#3]GT0]GOTO10 (Дотянется ли инструмент до самой глубокой поверхности?)
#3000=101(ИНСТРУМЕНТ СЛИШКОМ КОРОТКИЙ)
N10T#149 (Повернуть инструмент в положение готовности)
М99
Промышленное оборудование
- Что такое перфоратор?
- Упростите заказ режущего инструмента
- Абсолютная длина инструмента:промышленный стандарт
- Повышение производительности благодаря абсолютной длине инструмента
- Что такое сварка трением с перемешиванием? - Процесс и применение
- Что такое обработка? - Определение, процесс и инструмент
- Инструмент Ascend Previews для упрощения управления конвейером данных
- Понимание процесса обработки и станка
- Компенсация длины инструмента – определение из словаря ЧПУ
- Измерение длины инструмента – определение из словаря ЧПУ