


Решения для обработки печатных плат высокой плотности
Разработчики должны учитывать температуру обработки, технологичность и целостность паяных соединений каждого компонента, а также разъемов ввода / вывода более высокого уровня. В этой статье рассматриваются способы включения меньших посадочных мест для компонентов на печатных платах с высокой плотностью размещения.
Поскольку электроника продолжает становиться все меньше и быстрее, сначала необходимо разработать вспомогательные компоненты, чтобы они занимали меньше места. Увеличение плотности и уменьшение размера дает производителям меньше возможностей для ошибок, и поэтому необходимо разработать более совершенные методы обработки.
Обработка соединителей с более высокой плотностью на сборке печатной платы создает сложности, которые необходимо устранить. Разработчики должны учитывать температуру обработки, технологичность и целостность паяных соединений каждого компонента. Повышенная плотность обусловлена потребностью в более высоком разъеме ввода / вывода в том же пространстве, которое раньше занимал разъем ввода / вывода гораздо меньшего размера.
Традиционные разъемы для сквозного или поверхностного монтажа достигли предела количества сигналов (контактов на квадратный дюйм), которые можно эффективно использовать в этих приложениях. Именно здесь производители разъемов рассматривают возможность использования BGA, опрессовки припоя и заряда припоя, чтобы уменьшить площадь, занимаемую компонентами.
Паяемость
Для двухрядного разъема проблемы с паяемостью обычно легко устраняются. Не говоря уже о том, что если есть проблема, ее можно решить с помощью переделки, используя простой паяльник для исправления паяного соединения. Однако для многорядных соединителей этот процесс становится более сложным, и правильная обработка соединителя с первого раза становится все более важной.
Некоторые из распространенных проблем, которые могут вызвать плохое паяное соединение:
- Объем паяльной пасты
- Размер трафарета
- Неправильный температурный профиль паяльной печи.
- Плоскостность печатной платы
Для перечисленных выше проблем не существует универсального решения, поскольку каждая производственная установка уникальна. Некоторые из различий, которые необходимо учитывать, - это используемое оборудование, паяльная паста (марка и химический состав) и область применения (конструкция платы, плотность компонентов и т. Д.).
Коннекторы для ввода-вывода высокой плотности
Одним из решений, которые производители разъемов использовали для приложений с высокой плотностью подключения, является установка BGA. Приложения BGA используют сферический шарик припоя, прикрепленный к выводу компонента, чтобы обеспечить больше припоя без использования тяжелой пасты.
Заряды припоя, обнаруженные в массивах с разомкнутыми выводами высокой плотности Samtec SEARAY ™, аналогичны BGA, но обеспечивают лучшее приклеивание края разъема к контактной площадке печатной платы.
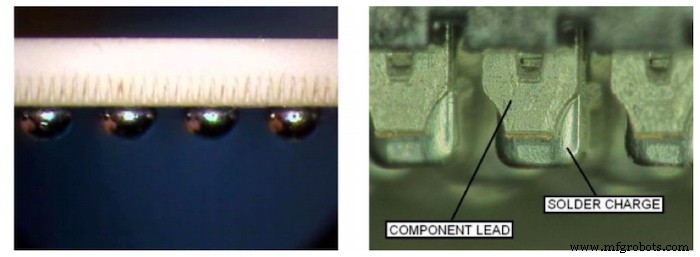
Рисунок 1. Шарики припоя на BGA и заряды припоя на Samtec SEAF8 / SEAM8
Еще одно уникальное отличие заряда припоя на SEARAY ™ 0,8 мм (серия SEAF8 / SEAM8) - это чередование шагов 0,80 мм и 1,20 мм. Такая конструкция может позволить разработчику платы провести дополнительные трассировки между рядами.
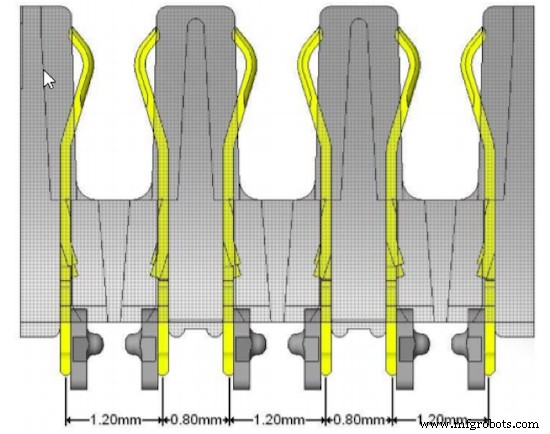
Рисунок 2. Переменный шаг SEAF8 / SEAM8
Ключи к улучшению паяных соединений во время обработки
Как правило, для максимального успеха при пайке детали на печатную плату лучше всего следовать инструкциям производителя. Некоторые производители предоставляют размеры печатной платы, расположение и толщину трафарета, процесс трафаретной печати припоя, размещение компонентов, правильное профилирование печи и даже рекомендации по доработке.
Посадочное место и трафарет
Производители соединителей часто предлагают разработчику печатных плат возможность загрузить посадочное место печатной платы, а также расположение и толщину трафарета. Samtec предлагает для загрузки более 200 000 символов и посадочных мест в популярных инструментах EDA, таких как Altium, Circuit Studio, Eagle, Fusion 360 и других.
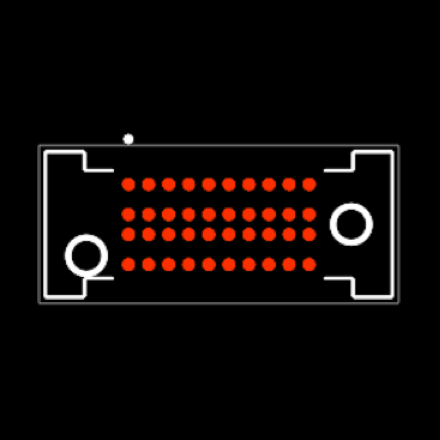
Рисунок 3. Посадочное место печатной платы SEAF8
Используя предоставленные посадочные места и макет трафарета, разработчик печатных плат имеет более высокую вероятность достижения правильных паяных соединений.
Процесс трафаретной печати методом припоя
Покрытие контактной площадки имеет решающее значение для правильного паяного соединения, и контактная площадка должна быть полностью закрыта. По этой причине размер отверстия в трафарете намеренно больше, чем размер контактной площадки на печатной плате. Это необходимо для того, чтобы заряд припоя на SEAF8 (или разъеме) контактировал с паяльной пастой, как показано на Рисунке 4.
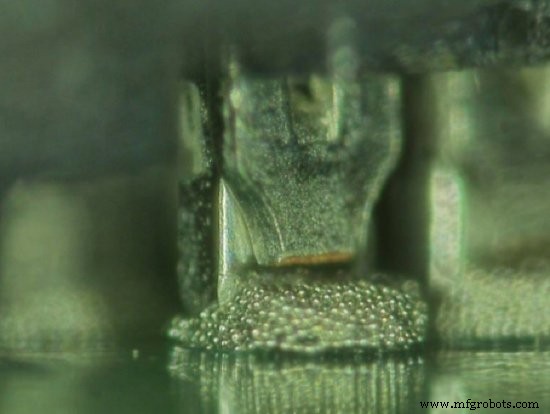
Рисунок 4. Расположение заряда припоя относительно отпечатка припоя с хорошим контактом между пастой и зарядом припоя.
Если паяльная паста не покрывает должным образом заряд припоя, надлежащего смачивания достичь не удастся. Автоматическая проверка используется для обеспечения надлежащего покрытия припоя на печатной плате. Рекомендуется отбраковывать, очищать и перепечатывать любой узел паяльной площадки, который не полностью закрыт.
Размещение компонента
Автоматизированное оборудование для захвата и размещения обеспечит правильное размещение компонентов. Для надлежащего смачивания припоя важно, чтобы размер по оси Z полностью размещал заряды припоя на поверхности печатной платы.
По мере того как припой заряжается в печи, вес разъема заставляет его осесть на плате или близко к ней после обработки. Это явление помогает уменьшить любую компланарность соединителя, как показано на рисунках 5 и 6 ниже.
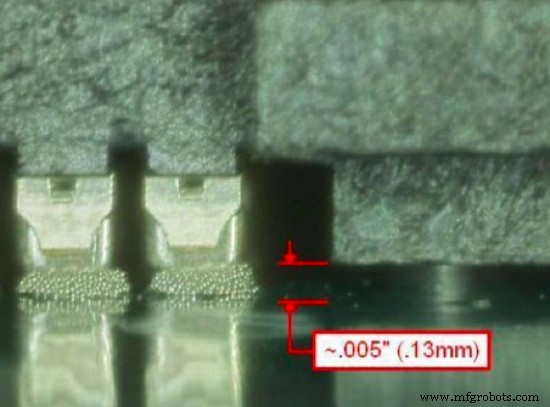
Рисунок 5. Корпус изолятора SEAF8 полностью вставлен перед обработкой.
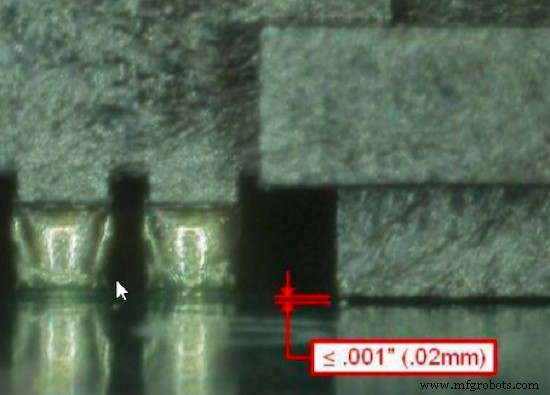
Рисунок 6. Корпус изолятора SEAF8 полностью вставлен после оплавления.
Правильное профилирование печи
На этом этапе большинство компонентов для поверхностного монтажа должны поддерживать профили оплавления припоя без свинца, как описано в IPC / JEDEC J-STD-020. Эта спецификация требует, чтобы компоненты были способны выдерживать пиковую температуру 260 ° C, а также 30 секунд выше 255 ° C.
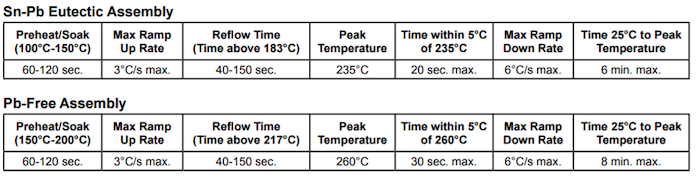
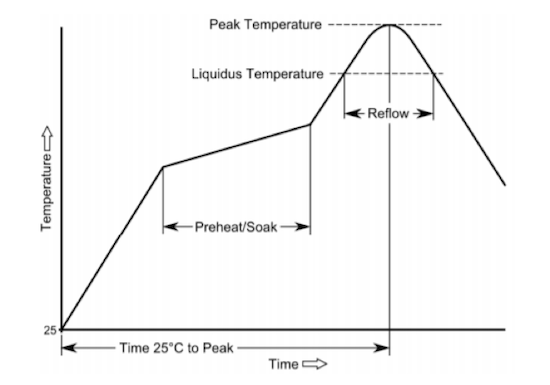
Рисунок 7. Рекомендуемые диапазоны температурного профиля (SMT) Samtec
Среда с низким содержанием кислорода, обычно достигаемая за счет вдувания газообразного азота в процессе оплавления, помогает повысить смачиваемость поверхностей пайки. Для разъема с высокой плотностью, аналогичного SEAF8 / SEAM8, рекомендуется выполнять пайку только в среде, богатой азотом.
Правильное профилирование полностью заполненной сборки печатной платы жизненно важно. Процесс оплавления, который формирует паяные соединения, часто можно упустить из виду, но он крайне важен для обеспечения правильного формирования паяных соединений.
Чтобы заряды припоя достигли желаемой температуры, рекомендуется поместить термопару через заднюю часть платы в центр разъема и разместить на внешнем крае. Это обеспечит достижение параметра профиля оплавления производителя паяльной пасты.
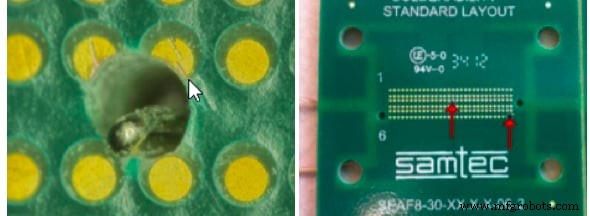
Рисунок 8. Размещение термопары в профиле печи.
Повышение важности правильной обработки
Хотя ни один процесс не может быть безупречным, правильная настройка обработки устраняет необходимость в переделках, браке и снижает прибыль. Это значение будет возрастать по мере того, как электроника становится меньше, а ее компоненты - плотнее. Вот почему Samtec предоставляет посадочные места и макеты трафаретов для всех своих серий соединителей и предоставляет информацию о том, как правильно обрабатывать более сложные серии продуктов.
Отраслевые статьи - это форма контента, позволяющая отраслевым партнерам делиться полезными новостями, сообщениями и технологиями с читателями All About Circuits, что не подходит для редакционного контента. Все отраслевые статьи подлежат строгим редакционным правилам с целью предлагать читателям полезные новости, технические знания или истории. Точки зрения и мнения, выраженные в отраслевых статьях, принадлежат партнеру, а не обязательно All About Circuits или ее авторам.
Промышленное оборудование
- OSGi для решений IoT:идеальное сочетание
- Обесцвечивание паяльной маски на печатных платах
- Размещение компонентов SMT для печатных плат
- Печатные платы для суровых условий
- Руководство по проблемам пайки волной припоя для печатных плат
- Руководство по стандартам IPC для печатных плат
- Дизайн для производства печатных плат
- Вертикальный токарный центр для обработки крупных деталей
- Как найти индивидуальные инженерные решения, которые вам нужны
- Почему интеграция резки и формовки имеет решающее значение для обработки труб