


Инженерные допуски:типы, основные правила и посадки
В машиностроении и приборостроении под взаимозаменяемостью деталей и узлов понимается возможность установки на машину одной партии деталей или узлов одной спецификации без какого-либо подбора или дополнительного ремонта (например, слесарного ремонта) для выполнения заданных требований. требования к производительности.
Чтобы обеспечить взаимозаменяемость деталей в механическом производстве, размеры производственных деталей должны находиться в пределах желаемых допусков. Это должно предусматривать единый стандарт формы, размера, точности и производительности той или иной детали. Подобные продукты также должны иметь разумную сортировку по размеру, чтобы сократить серию продуктов, это стандартизация продукта. Так появилась концепция заданных инженерных допусков и посадок.
Что такое инженерный допуск?
Предположим, обработан металлический стержень длиной 100 мм. Даже если все стержни предназначены для обработки с одинаковой формой, не все стержни с точностью изготовления могут быть обработаны точно до 100,00 мм из-за размера и ориентации стержней. Хотя проектировщики и производители работают над сокращением таких отклонений, они все еще не могут быть сведены к нулю.
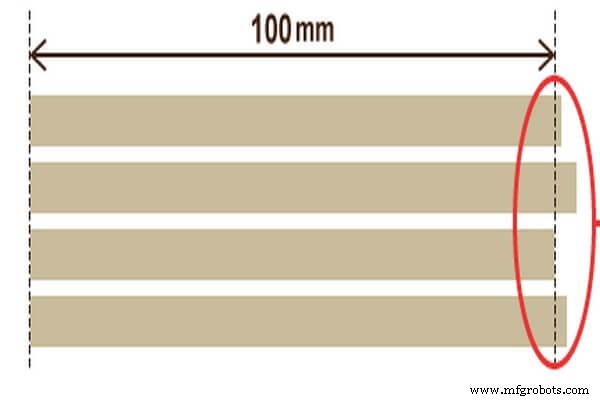
Это отклонение размера и формы в основном колеблется вверх и вниз с целевым значением в центре. Следовательно, верхнее допустимое значение и нижнее допустимое значение верхнего допустимого значения относительно целевого размера определяются на основе использования металлического стержня. Разница между этими двумя значениями (допустимый диапазон) известна как «допуск».
Короче говоря, допуск - это отклонение деталей в процессе обработки, точность измерительного оборудования из-за воздействия отклонения должна существовать. Это количество вариаций, допустимых для любого заданного измерения для достижения надлежащей функции. Квалифицируются размеры детали в пределах желаемого диапазона допусков. Инженерные допуски включают в себя допуск на размер, допуск формы и допуск положения.
Допуск размера
Допуск на размер — это допустимая вариация размера. Это основы инженерной толерантности. Максимально допустимое значение называется максимальным размером. А минимальное значение называется минимальным размером.
Допуск — это абсолютное значение алгебраической разницы между максимальным размером верхнего предела и минимальным размером верхнего предела, а также абсолютное значение алгебраической разницы между верхним и нижним отклонениями.
Допуск — это числовое значение без знака плюс или минус, которое не может быть равно нулю. В случае постоянного основного размера, чем меньше допуск размера, тем выше точность размера. Указанный допуск указывает на требование точности изготовления и отражает степень сложности механической обработки.
Допуск формы
(1) Прямость
Прямолинейность – это условие, при котором фактическая форма прямого элемента на детали сохраняет идеальную прямую линию. Он также известен как степень прямой. Допуск на прямолинейность — это максимальное отклонение фактической линии от идеальной линии. То есть на чертеже дано ограничение фактического допуска обработки линии, разрешенного диапазоном отклонения допуска.
(2) Плоскостность

Плоскостность — это представление фактической формы плоских элементов детали для сохранения идеальной плоскости. Это обычно называют степенью плоскостности. Допуск на плоскостность — это максимальное отклонение фактической поверхности от плоскости. То есть на чертеже дано ограничение фактического допуска обработки поверхности, допустимого диапазоном изменений допуска.
(3) Циркулярность
Круглость – это состояние, при котором фактическая форма элементов детали равноудалена от ее центра. Степень округлости, как ее часто называют. Допуск на округлость — это максимально допустимое отклонение фактической окружности от идеальной окружности в одном и том же сечении. То есть диапазон отклонений, указанный на чертеже, ограничивает допуск обработки фактического круга.
(4) Цилиндричность
Цилиндричность относится к точке контура цилиндрической поверхности детали и сохраняет ее ось равноудаленной. Допуск на цилиндричность — это максимальное изменение, допускаемое фактическим цилиндром, чтобы он был обращен к идеальной поверхности цилиндра. То есть данные на чертеже используются для ограничения допустимого диапазона фактического цилиндрического допуска обработки.
(5) Профиль линии
Профиль линии должен представлять собой кривую произвольной формы на заданной плоскости детали и сохранять ее идеальную форму. Допуск профиля линии — это допустимое отклонение фактического контура некруглой кривой. То есть, указанный на чертеже, чтобы ограничить диапазон отклонений, допустимый фактическим допуском обработки кривой.
(6) Профиль поверхности
Профиль поверхности – это поверхность произвольной формы на детали для сохранения ее идеальной формы. Профиль допуска поверхности – это допустимое отклонение фактического контура некруглой поверхности от идеального контура. То есть, данные на чертеже, используются для ограничения фактического диапазона обработки поверхности.
Допуск положения
Допуск положения относится к общему количеству изменений, допускаемых положением конкретного элемента относительно базы. Это еще один важный параметр инженерного допуска.
(1) Допуск по направлению
Допуск по направлению относится к общему количеству отклонений в направлении, допускаемом ссылкой в отношении конкретных элементов. Такой допуск воплощает параллельность, перпендикулярность и угловатость.
(2) Допуск местоположения
Допуск местоположения — это полный диапазон изменений положения, которые позволяют соотносить фактические элементы со ссылкой. Этот вид допуска включает концентричность, симметрию и положение.
(3) Допуск на биение
Допуск на биение — это элемент допуска, который дается на основе конкретного метода испытаний. Допуск на биение можно разделить на круговое биение и полное биение. Допуск вышеуказанных форм и положений в совокупности называется определением геометрических размеров и допусков (GD&T).
Общая терпимость
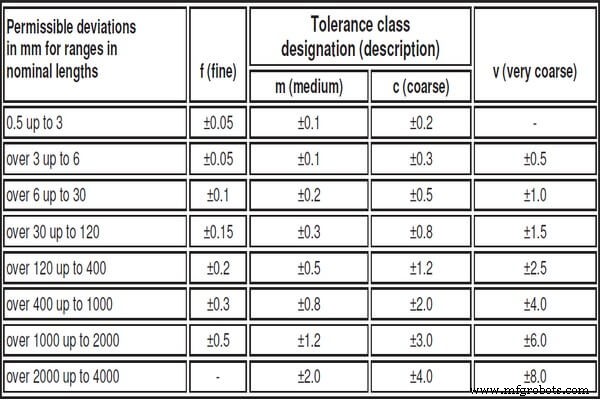
В механических чертежах, помимо допусков на определенные размеры и характеристики, эти неуказанные размеры обычно должны соответствовать определенным стандартам. В качестве примера возьмем наш общепринятый международный стандарт инженерных допусков DIN ISO 2768, общий допуск на размер — m, допуск формы — K. Метод маркировки — ISO 2768-mK. Ниже приведена таблица уровней допуска линейных размеров для справки.
Основные правила
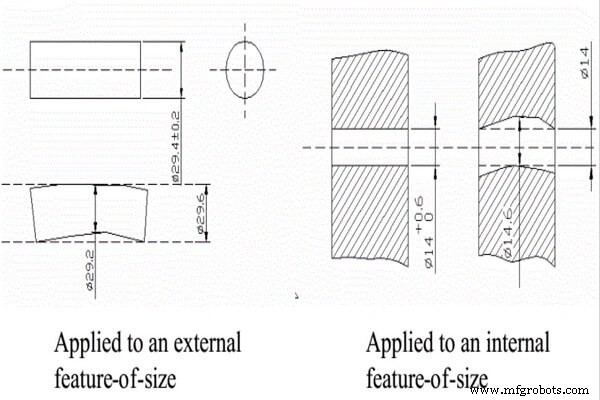
Правило № 1. Правило конверта
Это требование, чтобы допуск на размер и GD&T были связаны друг с другом. Фактический допуск элемента размера с правилом конверта должен соответствовать максимальной границе объекта. т.е. размер его внешней функции не превышает максимального размера объекта. И его частичный размер не превышает минимальный размер объекта.
Правило №2. Правило независимости
Принцип независимости заключается в том, что каждый размер и форма, данные на чертеже, являются независимыми по своему положению и должны отвечать своим собственным требованиям. Это основной принцип, которому должны следовать отношения между допуском размера и допуском формы.
Правило №3 Правило допустимости положения
Для допуска положения, когда размерные элементы являются базовыми, S, L или M должны быть указаны в рамке управления элементом.

Правило №4, отличное от правила допустимого положения
Для других значений, кроме допуска положения, RFS применяется по отношению к допуску, привязке к базе или тому и другому, если модификатор не указан. MMC должна быть указана в кадре управления функциями, когда это уместно и желательно.

Подходит
В механических узлах соотношение между отверстием одного базового размера и полем допуска вала называется посадкой. Поскольку фактические размеры отверстия и вала отличаются, после сборки может образоваться зазор или помехи. При посадке отверстия и вала алгебраическая разность размера отверстия за вычетом размера вала представляет собой зазор, когда он положительный, и избыток, когда он отрицательный.
Координация должна быть разделена на три категории в соответствии с различиями пробелов или помех:
Подгонка с зазором
Полоса допуска отверстия находится выше полосы допуска вала, и любая пара отверстий, совпадающих с валом, подходит с зазором (включая минимальный зазор 0).
Подгонка с пересечением
Полоса допуска отверстия находится ниже полосы допуска оси, и любая пара отверстий, совпадающих с валом, становится посадкой с натягом (включая минимальный зазор, равный 0).
Подгонка
Допуск отверстия перекрывается допуском вала, позволяя одной паре отверстий поместиться на вале либо с зазором, либо с натягом.
Суть выбора подходящего уровня допуска заключается в правильном разрешении противоречия между эксплуатационными требованиями компонентов машины, процессом обработки и стоимостью. Принцип выбора уровня допуска заключается в том, чтобы установить на более низком уровне допуска максимально возможное значение, исходя из требований к применению деталей.
Требования к точности обработки должны быть согласованы с производственными возможностями. То есть должны использоваться доступные технологические процессы, технологии сборки и существующее оборудование. Однако, при необходимости, необходимо принять стратегии для повышения точности оборудования и улучшить метод обеспечения точности товаров.
Очень важно выбрать приемлемый уровень допуска для соответствующего размера. В результате в ряде случаев от него будут зависеть эксплуатационные характеристики, срок службы и надежность соответствующих компонентов. И в постоянное время это влияет на стоимость изготовления деталей и эффективность производства.
Станок с ЧПУ
- s для улучшения допусков обработки и хонингования оборудования с ЧПУ
- Основные типы систем подачи СОЖ для ЧПУ в ЧПУ
- Допуски на хвостовик, посадки на цангу и преимущества h6
- Фрезерные станки - введение и обсуждаемые типы
- Что такое инженерный допуск? - Определение и типы
- 3 типа подгонки и как выбрать правильную?
- 5 типов дефектов литья в песчаные формы и способы их предотвращения
- Типы металлических сплавов
- Допуски обработки 101:понимание основ, типов и важности допуска обработки
- Точное машиностроение и его роль в производстве