


Разница между зажимными приспособлениями и приспособлениями и их дизайн
В чем разница между приспособлением и приспособлением? Их часто можно увидеть вместе. Однако они не являются взаимозаменяемыми, несмотря на сопоставимое назначение. Изучение того, как они используются для повышения качества производства, сокращения производственных затрат и автоматизации работы, поможет нам лучше понять тонкие различия между различными технологиями производства.
В производственный процесс были внедрены инновационные производственные концепции, такие как система бережливого производства, клеточное производство, одноминутная замена штампов и анализ времени такта. Для этих инновационных подходов требуется множество эффективных, недорогих инструментов и приспособлений для фиксации работы. Читайте дальше, чтобы узнать больше о разнице между зажимным приспособлением и приспособлением.
Что такое джиг?
Кондукторы — это инструменты, используемые для удержания и определения местоположения заготовки в процессе производства, а также для направления режущих инструментов.
Другими словами, приспособление удерживает заготовку и направляет инструмент для повышения воспроизводимости, точности и производительности изготовленных деталей.
Кондуктор для сверления является распространенным примером кондуктора. Они направляют сверло, когда оно делает отверстия в нужных местах. Использование сверл значительно ускоряет темпы производства.
Типы приспособлений
Ниже приведены типы приспособлений.
1. Шаблон шаблона
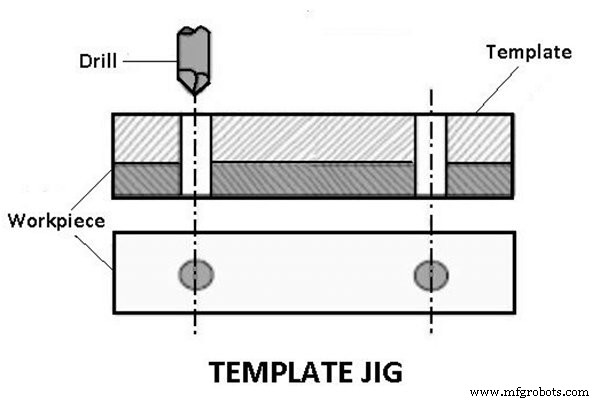
Самая простая модель – шаблонный шаблон. Пластина, имеющая два отверстия, служит шаблоном для обрабатываемой детали и крепится к ней. Отверстия шаблона используются в качестве ориентира для сверла, а отверстия на заготовке просверливаются в тех же относительных положениях, что и на шаблоне.
2. Пластинчатое приспособление
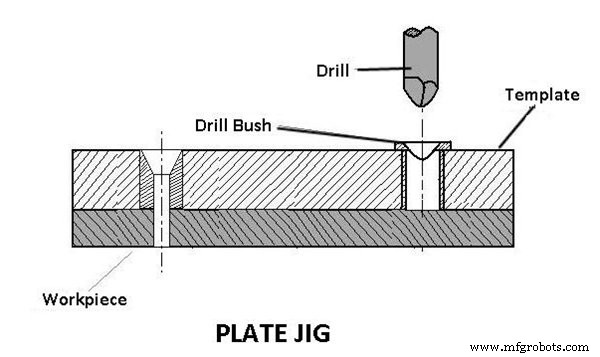
Приспособление для угловой пластины используется для улучшения приспособления для шаблона, на поверхность шаблона добавляются отверстия для сверления. С помощью приспособления для пластин можно сохранять точное расстояние между отверстиями при сверлении массивных компонентов.
3. Насадка для каналов
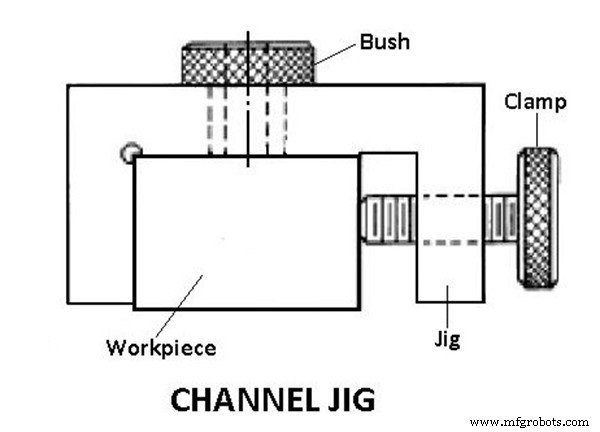
Канальное приспособление имеет поперечное сечение, напоминающее канал. Вращение ручки с накаткой позволяет найти и зафиксировать компонент внутри канала. Втулка сверла служит направляющей для инструмента.
4. Диаметр шаблона
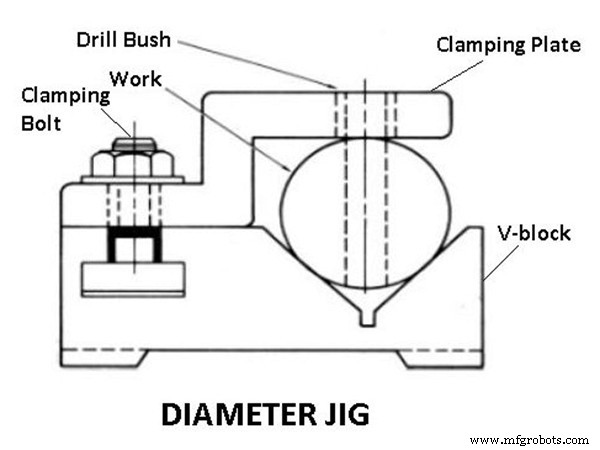
Сверление радиальных отверстий на цилиндрической или сферической заготовке может выполняться кондуктором по диаметру.
5. Джиг для листьев
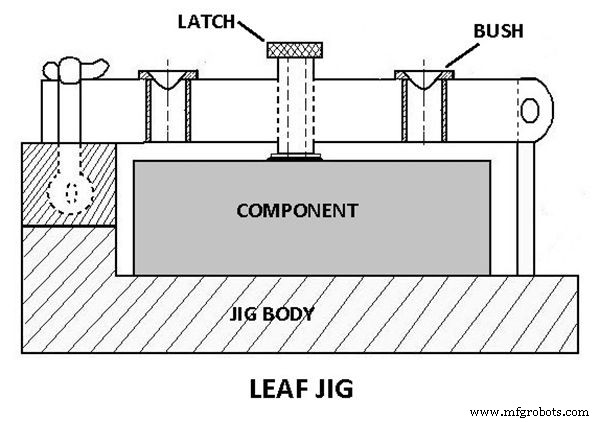
Загрузка и разгрузка могут быть выполнены с помощью листа на зажимном приспособлении.
6. Кольцевое приспособление
Для сверления отверстий в элементах с круглыми фланцами используется кольцевой шаблон. Отверстия сверлятся путем направления инструмента через втулки сверла, когда заготовка надежно прикреплена к корпусу сверла.
7. Коробчатое приспособление
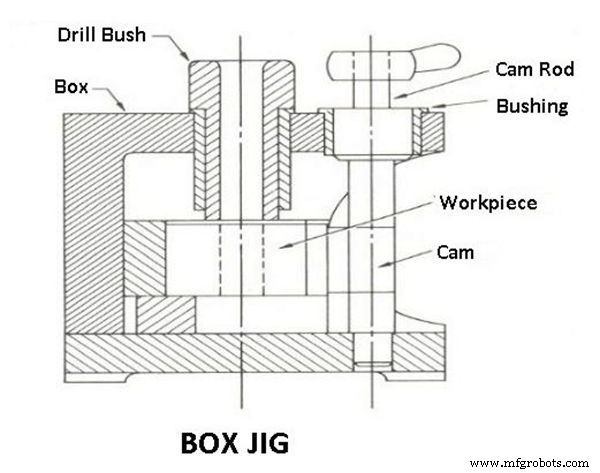
Этот тип шаблона имеет коробчатую конструкцию, в которой элемент плотно удерживается, поэтому его можно сверлить или обрабатывать под разными углами одновременно.
Что такое приспособление?
Приспособления используются в производстве инструментов, позволяющих автоматизировать производственный процесс. Когда дело доходит до автоматизированных промышленных процессов, вам будет трудно найти их без приспособлений. Крепления, которые удерживают и направляют автомобили в процессе сварки и сборки.
Например, это необходимо для конвейера по сборке автомобилей. Для проверки качества производственных процессов их также можно использовать для удержания продукта на месте, пока его исследует оптическое или лазерное сканирование. Практически невозможно пройти по производственному цеху, не наткнувшись на какое-нибудь приспособление.
Типы светильников
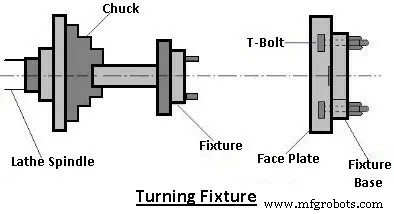
1. Поворотное приспособление
Токарные станки обычно имеют удерживающие устройства, такие как патроны и коллекторы, между центром и на оправках или планшайбах, что упрощает удержание обычных заготовок. Однако удерживать компоненты необычной формы может быть непросто.
В четырехкулачковом патроне или с использованием фигурных мягких кулачков простые изделия нестандартной формы также могут удерживаться в патронах. Напротив, детали сложной формы должны удерживаться на месте с помощью токарных приспособлений. Заготовки фиксируются на месте с помощью этих приспособлений, которые обычно фиксируются на носовой части шпинделя или на лицевой панели.
2. Фрезерное приспособление
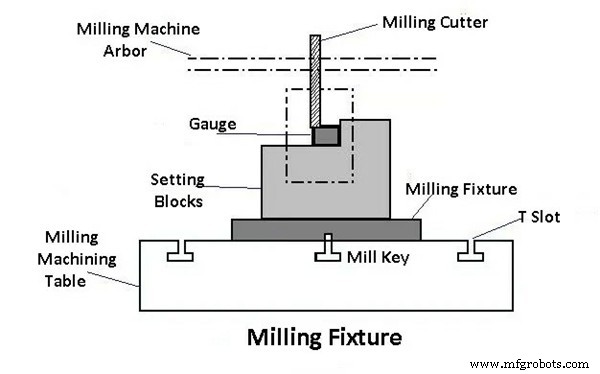
Заготовки удерживаются на месте фрезерными приспособлениями, которые обычно закрепляются на носовой части шпинделя или планшайбе. Стол перемещается и позиционируется по отношению к фрезе для достижения желаемых результатов. Перед началом процесса заготовки помещаются в основание приспособления и зажимаются.
3. Протяжное приспособление
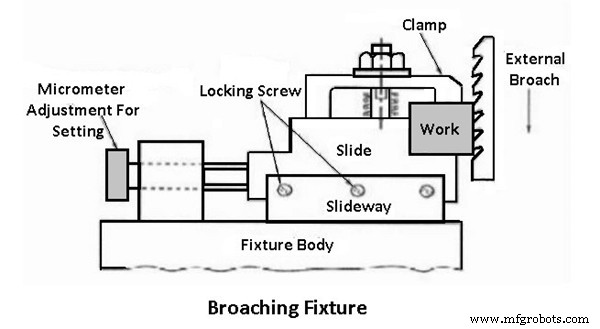
Для размещения, удержания и поддержки заготовок во время таких операций, как протяжка шпоночных пазов и протяжка отверстий, эти приспособления используются на различных типах протяжных станков.
4. Шлифовальное приспособление
В шлифовальных станках используются различные приспособления для размещения, удержания и поддержки заготовок во время их шлифования. В сочетании с этими приспособлениями можно использовать удерживающие устройства, такие как патроны, оправки и т. п.
5. Расточной приспособление
Конструкция этого приспособления не обязательно должна быть такой же прочной, как приспособления для фрезерования, потому что оно никогда не будет подвергаться таким же тяжелым нагрузкам при резании, которым подвергаются приспособления для фрезерования.
6. Фиксатор индексации
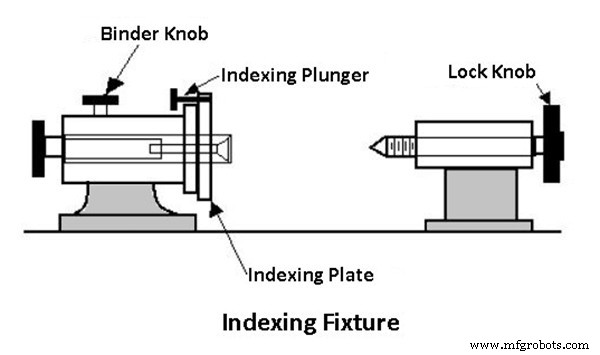
Несколько компонентов должны быть обработаны на разных поверхностях, чтобы их обработанные поверхности или формы были равномерно распределены. Чтобы изготовить как можно больше поверхностей, эти элементы необходимо индексировать соответствующее количество раз. Подходящий механизм индексации встроен в удерживающие устройства (зажимы или приспособления). Фикстура индексирования — это фикстура, включающая устройство, которое можно использовать для индексации данных.
7. Приспособление для нарезания резьбы
Для нарезания внутренней резьбы в просверленных отверстиях приспособления для нарезания резьбы предназначены для удержания и стабилизации одинаковых рабочих элементов. Детали неравномерной формы и несбалансированные всегда требуют использования специальных приспособлений, особенно когда требуется массовое производство резьбы.
8. Дуплексное приспособление
Приспособление, удерживающее два одинаковых компонента одновременно и позволяющее обрабатывать их одновременно на двух разных станциях, называется дуплексным приспособлением.
9. Сварочное приспособление
Приспособления для сварки предназначены для предотвращения деформации сварных конструкций на протяжении всего процесса, поскольку они удерживают и поддерживают различные компоненты. Зажим должен быть легким, но прочным, а зажимные детали должны располагаться достаточно далеко от зоны сварки, чтобы это работало. Чтобы выдержать силы сварки, приспособление должно быть чрезвычайно прочным и жестким.
10. Сборочное приспособление
Назначение этих фитингов — удерживать различные части сборки в правильном относительном положении.
Кондукторы и приспособления:в чем разница?
Приспособление и приспособление, в чем разница ? В процессах массового производства используются два основных инструмента:приспособления и приспособления. Люди часто ошибочно используют два имени как синонимы, хотя на самом деле они выполняют разные функции.
Кондукторы направляют режущий инструмент в определенное заранее заданное место на заготовке. Заготовка поддерживается и фиксируется с помощью приспособлений. В отличие от шаблона, приспособления не удерживают инструмент на заготовке.
По сравнению с приспособлениями приспособления более компактны и требуют меньшего веса, чтобы быть стабильными при воздействии высокого давления резки и вибрации. В отличие от приспособлений, приспособления можно держать или прикреплять к столу в зависимости от поставленной задачи и не требуют дополнительных инструментов.
Почему шаблоны и приспособления важны при обработке с ЧПУ?
Тщательный выбор приспособлений и приспособлений значительно улучшит экономичность производственного процесса, обеспечивая бесперебойную работу, упрощение производства и быструю смену процессов. Кондукторы и приспособления помогают компенсировать ограничения станка с ЧПУ при работе с деталью. Они предназначены для обеспечения надежного монтажа и сохранения надежности расположения детали в процессе обработки. Ниже описаны различные роли инструментов и приспособлений для обработки с ЧПУ на заказ:
1. Часть холдинга
Одной из основных целей приспособлений и приспособлений является обеспечение надежного крепления детали в процессе обработки. Они изготавливаются по индивидуальному заказу, чтобы соответствовать конкретной обрабатываемой детали. Они обеспечивают индивидуальную фиксацию детали всякий раз, когда деталь необходимо удерживать под определенным углом или зажать в определенной форме.
Надежное индивидуальное крепление имеет решающее значение для предотвращения нежелательных неточностей, вызванных вибрацией и выдергиванием инструмента. Некоторыми примерами приспособлений, используемых для удержания деталей, являются тиски, патрон, центры, фрезерные приспособления и различные удерживающие пластины.
2. Защита деталей
Одной из функций шаблонов и приспособлений является защита обрабатываемой детали во время обработки. Они отлично помогают поддерживать желаемую чистоту поверхности и правильное биение.
Втулки, втулки и маскирующие приспособления обычно предназначены для нестандартных деталей, где контролируется чистота поверхности. Это делается для защиты поверхности готовой детали от металлической стружки/стружки от различных процессов обработки рабочей детали. Кроме того, специализированные обрабатывающие центры специально разработаны для обработки нестандартных деталей с узкими выносками по общему биению.
3. Контроль местоположения/защита от дурака
Кондукторы и приспособления очень важны для поддержания точности размеров и местоположения. Они удерживают заготовку в правильном положении и ориентации во время процесса обработки. По этим причинам он делает приспособления удобным способом включения защиты от дурака в процесс, чтобы свести к минимуму ошибки, связанные с человеческим фактором.
Крепления управляют положением, ориентацией и устойчивостью, ограничивая степени свободы рабочей детали. Это делается с помощью штифтов, зажимов, плоскостей и креплений. при проектировании необходимого приспособления. Плоскости обеспечивают опору для детали, зажимы обеспечивают регулируемый монтаж и возможность демонтажа, а штифты обеспечивают точное расположение определенных элементов.
При обработке нестандартных деталей такие элементы, как отверстия и пазы, контролируются в определенном месте, где их может быть трудно обрабатывать из-за некоторых ограничений при монтаже, и именно поэтому разработаны приспособления. Приспособления — самый надежный способ обработки сложных деталей.
4. Согласованность деталей
Приспособления позволяют обрабатывать несколько нестандартных деталей, сохраняя при этом их качество. Они следят за тем, чтобы качество было постоянным от детали к детали. Примерами элементов управления функциями, которым требуется согласованность, являются плоскостность, параллелизм, перпендикулярность.
5. Настроить сокращение
Крепления — отличный способ избежать утомительного процесса проверки при загрузке детали. Приспособление, предназначенное для конкретной детали, делает весь процесс ЧПУ простым и удобным. Работа оператора будет заключаться только в том, чтобы частично загрузить работу, потому что все необходимое управление местоположением и привязка деталей уже управляются в приспособлении. Многие производители станков с ЧПУ делают это в своем процессе, чтобы сэкономить драгоценное время на настройку для других процессов, добавляющих ценность. Некоторыми примерами приспособлений, которые сокращают время настройки, являются приспособления SMED (одна минутная замена штампа), приспособления для фрезерования, мягкие губки, приспособления для фрезерования шестигранников и многие другие.
Основные методы и этапы изготовления приспособлений и приспособлений
Предпроектная подготовка исходной информации о конструкции приспособления и приспособления, включая следующее.
(1) Уведомление о конструкции, схема готовых деталей, пустая схема и технологический маршрут и другая техническая информация.
Понимание требований технологии обработки каждого процесса, программы позиционирования и зажима, содержания обработки предыдущего процесса, ситуации с заготовкой, токарного станка, используемого при обработке, инструментов, контрольных калибров, припуска на обработку и количества резки и т. д.
(2) Понимать производственную партию и потребность в приспособлениях и приспособлениях. Примерно определите количество необходимых приспособлений и приспособлений.
(3) Понимать основные технические параметры используемого токарного станка, производительность, технические характеристики, точность и соединительную часть конструкции контактного размера и т. д.
(4) Запас материала приспособления и приспособления. Для изготовления приспособлений и приспособлений используются следующие материалы:закаленная сталь, серый чугун, пластик, карбид, эпоксидные смолы, нержавеющая сталь, бронза, легкоплавкая легированная сталь. Вы можете выбрать нужный материал в соответствии с проектом обработки.
Конструктивные особенности приспособлений и приспособлений
Конструкция зажимного приспособления и приспособления обычно имеет единую структуру, что создает впечатление, что конструкция не очень сложна, особенно сейчас, когда в моде гидравлическое приспособление, что значительно упрощает его первоначальную механическую конструкцию, но если процесс проектирования не рассматривается подробно, неизбежно приведет к ненужным неприятностям. Поэтому при проектировании приспособлений и приспособлений необходимо учитывать следующие моменты.
(1) Припуск на заготовку обрабатываемой детали. Если размер пустого места слишком велик, это приведет к помехам. Поэтому обязательно подготовьте пустой чертеж перед дизайном. Оставьте достаточно места.
(2) Удаление стружки из приспособления плавное. Из-за ограниченного пространства обработки станка приспособления и приспособления часто проектируются так, чтобы они занимали более компактное пространство, что часто игнорируется в процессе обработки образующейся стружки в тупиковом хранилище приспособления.
Другая проблема заключается в том, что это может привести к неравномерному оттоку жидкости для стружки, что создаст много проблем при дальнейшей обработке. Поэтому в начале собственно процесса следует рассмотреть проблемы, возникающие в процессе механической обработки. В конце концов, приспособление и приспособление должны повышать эффективность и облегчать работу.
(3) Общая открытость шаблона и приспособления. Если пренебречь открытостью, у оператора возникнут трудности с загрузкой карты, что отнимает много времени и сил.
(4) Основной теоретический принцип конструкции приспособлений и приспособлений. Каждый набор шаблонов и приспособлений должен пройти через бесчисленное количество операций зажима и разжима, поэтому вначале он может соответствовать требованиям пользователя.
Кондуктор и приспособление должны сохранять точность, поэтому не создавайте что-то, что противоречит этому принципу. Даже если вам это сойдет с рук в данный момент, это не будет устойчивым в долгосрочной перспективе. Хороший дизайн должен выдерживать удары времени.
(5) Возможность замены позиционирующих элементов. Позиционирующие элементы сильно изношены. Поэтому следует учитывать возможность быстрой и легкой замены. Лучше не проектировать большие детали.
Станок с ЧПУ
- Разница между структурой и объединением
- Разница между С и С++
- Разница между C и Java
- Python против JavaScript:разница между JavaScript и Python
- Python против Ruby:разница между Ruby и Python
- В чем разница между ЧПУ и VMC?
- Джиг и приспособление:в чем разница?
- Что такое приспособления и приспособления?
- Разница между двигателями постоянного и переменного тока
- Разница между состояниями A и B из нержавеющей стали