


Что такое электродуговая сварка? - Оборудование и способы его выполнения
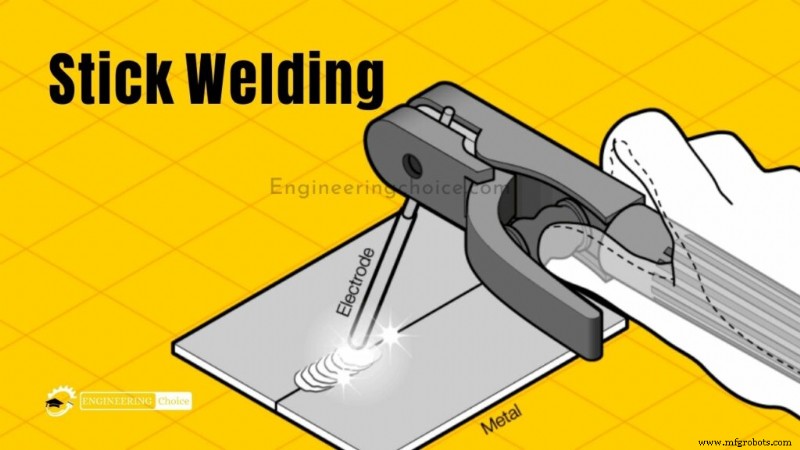
Сварка стержнем осуществляется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой.
Флюс образует слой шлака, который должен образоваться поверх сварного шва, который необходимо будет сколоть и счистить щеткой после завершения сварки. Это простая процедура, которая популярна среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, при которой используются газовые баллоны.
Что такое электродуговая сварка (SMAW)?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или, неофициально, сварка электродом, представляет собой процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для укладки сварного шва. сварка.
Электрический ток в виде переменного или постоянного тока от сварочного источника питания используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна), которая охлаждается, образуя соединение.
По мере наложения шва флюсовое покрытие электрода распадается, выделяя пары, служащие защитным газом, и образуя слой шлака, которые защищают зону сварки от атмосферного загрязнения.
Из-за универсальности процесса и простоты его оборудования и эксплуатации дуговая сварка защищенным металлом является одним из первых и самых популярных сварочных процессов в мире.
Он доминирует над другими сварочными процессами в сфере технического обслуживания и ремонта, и, хотя популярность дуговой сварки с флюсовой проволокой растет, SMAW продолжает широко использоваться при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки железа и стали (включая нержавеющую сталь), но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы.
Что нужно для начала сварки?
1. Оборудование для обеспечения безопасности
При сварке самым важным соображением всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию и инструкции по технике безопасности, содержащиеся в руководстве для любого оборудования, которое вы используете при сварке электродом.
При сварке вам понадобится защита тела для защиты от тепла, ультрафиолетовых лучей и искр, создаваемых дугой. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят голову и глаза.
Сварку следует проводить только при наличии достаточной вентиляции из-за выделяющихся дымов. Если вы находитесь на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Вытяжка — лучший способ удаления паров из помещения.
2. Сварочный аппарат
Вы не сможете выполнить сварку электродов без сварочного аппарата. Вы можете использовать многоцелевой сварочный аппарат, который позволит вам выполнять более одного типа сварки, например, MIG, TIG и Stick. Или вы можете использовать только сварочный аппарат, который намного дешевле.
Сварщиков на рынке много. Дополнительную информацию по этому вопросу см. в нашем полном руководстве по выбору сварочного аппарата.
3. Зажим заземления
Ваш заземляющий зажим обычно поставляется со сварочным аппаратом. он должен быть подключен к аппарату для сварки электродом и закреплен на заготовке.
4. Инструменты для удаления шлака
Сварка электродами приводит к образованию шлака на сварном шве. По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы удалить шлак, а затем очистить его проволочной щеткой.
5. Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно выбрать тот, который соответствует вашему проекту сварки. Наиболее популярны 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
При работе с низкоуглеродистой сталью подойдет любой электрод E60 или E70. 7018, вероятно, является самым популярным электродом из всех и обеспечивает действительно прочные сварные швы, но 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понять, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на растяжение. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать свойствам прочности основного металла.
- Третья цифра указывает, в каких положениях можно использовать электрод при сварке. Номер один представляет возможность использования в любом положении, тогда как номер 2 можно использовать только в горизонтальном положении.
- Четвертая цифра указывает ток, который можно использовать для электрода, и покрытие на электроде. У нас есть справочная таблица для этого ниже.
6. Настройка сварки стержнем
Сварка стержнем является довольно простой установкой. Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Как сделать первый сварной шов
Итак, вы все настроили, теперь можно приступать к сварке. Убедитесь, что все ваши настройки верны, возьмите пару кусков металлолома и поместите их встык. Сварка стержнем требует определенных навыков, поэтому всегда лучше сначала потренироваться на металлоломе, прежде чем браться за сварку на реальном объекте.
Зажигание дуги
Когда весь электрод окажется в электрододержателе, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как если бы вы чиркали спичкой. Если дуга образовалась, слегка приподнимите электрод, и тогда вы сможете потянуть за него и металл.
Электрод, прилипший к металлу, отрывает его легким поворотом. Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже. Как только дуга зажжется, она должна издать звук, похожий на жарящийся бекон, он звучит громко и агрессивно, тогда вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электродом по стыку, чтобы выполнить сварку. Прежде чем перемещать электрод, необходимо расположить его под правильным углом от 15 до 30% к вертикали.
Угол сварки стержнем
Как только вы установите его под правильным углом, вам нужно медленно потянуть электрод к себе. Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость.
Вам нужно держать руку твердо, поэтому попробуйте положить другой локоть на стол и держать руку, которая держит электрод, чтобы зафиксировать его. Протестируйте его несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого сообщения.
Другие позиции сварки
Если вы выполняете угловую сварку перевернутого Т-образного шва, вы должны отрегулировать угол примерно на 35% вверх от тона горизонта. Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварки.
Распространенные ошибки и способы их устранения
Когда вы начинаете сварку электродами, вы, вероятно, сделаете несколько ошибок, даже если у вас есть опыт сварки MIG или TIG. Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
- Много брызг: Существует множество причин образования слишком большого количества брызг при сварке, одна из наиболее распространенных — слишком длинная дуга. Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной. Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее.
- Пористость: Одной из основных причин пористости при сварке электродом является слишком крутой угол наклона электрода. Если вы не удержите шлак в задней части сварочной ванны, потянув электрод назад под углом, шлак смешается с лужей и вызовет пористость.
- Подрезание: Подрезка — это небольшой кратер на кромке сварного шва между сварным швом и металлической пластиной, что делает сварной шов слабее. Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
- Тонкий сварной шов: Идеальный валик сварного шва должен быть примерно в 2,5 раза больше диаметра электрода. Если шов действительно узкий, то он не будет иметь достаточного провара. Попробуйте снизить скорость примерно на половину скорости, с которой вы тянули электрод, и вы увидите лучшие результаты.
- Неровный сварной шов: Если вы будете тянуть электрод слишком медленно, присадочный металл будет скапливаться и будет комковатым. Другая причина заключается в слишком низкой силе тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
- Проблемы с запуском арки: Если у вас возникли проблемы с запуском дуги, это может быть связано с тем, что слишком холодно, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, станет ли легче.
Пять шагов к совершенствованию техники сварки электродом
Для многих людей, особенно для тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в среде защитного металла (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять в руки жало, вставить электрод и раз за разом прокладывать великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они делают его легким.
Однако остальные из нас могут бороться с этим. И нам это не нужно, если мы будем обращать внимание на пять основных элементов нашей техники:установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения или CLAMS, для краткости. Правильная работа с этими пятью основными областями может улучшить ваши результаты.
1. Предварительная подготовка
Хотя сварка электродом может быть самым щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для плохой очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с участка сварки.
Игнорирование этих шагов снизит ваши шансы сделать хороший сварной шов с первого раза. Грязные условия могут привести к растрескиванию, пористости, несплавлению или включениям. Пока вы это делаете, убедитесь, что у вас есть свободное место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для лучшего обзора держите голову в стороне и подальше от сварочного дыма, чтобы убедиться, что вы выполняете сварку в месте соединения и держите дугу на передней кромке сварочной ванны. Убедитесь, что ваша поза позволяет вам удобно поддерживать электрод и манипулировать им.
Не унывайте! Существует кривая обучения сварке электродом, которая, по мнению многих, получила свое название потому, что при обучении сварке каждый прикрепляет электрод к заготовке.
2. Текущая настройка
Электрод, который вы выберете, определит, должна ли ваша машина быть настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как постоянный ток с прямой полярностью и отрицательным электродом лучше сваривает более тонкие металлы.)
Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного вами электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.
Выберите силу тока в зависимости от электрода (общее эмпирическое правило:1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоской сваркой) и визуального осмотра сварного шва. готовый сварной шов. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
3. Длина дуги
Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Например, 1/8-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
4. Манипуляции с электродом
Каждый сварщик манипулирует электродом немного по-своему. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямого валика.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или прерывистого шага. Ограничьте движение из стороны в сторону до двух диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная ванна могла догнать сварочную ванну, и немного остановитесь по бокам, чтобы обеспечить прочное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, значит, вы двигались вперед слишком быстро и недостаточно долго держались по бокам.
5. Скорость передвижения
Ваша скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны. Слишком медленное перемещение приводит к образованию широкого выпуклого валика с неглубоким проплавлением и возможностью холодного притирания, при котором сварной шов просто сидит на поверхности материала.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и/или сильно изогнутый валик и, возможно, недостаточное заполнение или подрезание, когда область за пределами сварного шва вогнута или утоплена. Обратите внимание, что ближе к концу бусины на изображении ниже бусина выглядит непостоянной, как будто лужица пытается не отставать.
Преимущества дуговой сварки
- Сварка электродом портативна. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не требуется устройство подачи проволоки или какое-либо дополнительное оборудование, такое как газовый баллон.
- Сварка электродом лучше всего подходит для наружных работ. Сварка газом не даст хороших результатов в ветреную погоду.
- Его легче освоить, чем сварку TIG, но она требует определенных навыков.
- Можно сваривать металл с прокатной окалиной или ржавчиной.
Недостатки сварки электродом
- Это требует большего мастерства, чем MIG, так как вам нужно держать электрод на определенном расстоянии от металла, пока он сгорает.
- Он производит намного больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Производственный процесс
- Анализ критичности:что это такое и как это делается?
- Что такое 6G и насколько быстро он будет?
- Что такое сварка MIG и как сваривать MIG?
- Что такое дуговая сварка? - Типы и как это работает
- Что такое углеродная дуговая сварка? - Оборудование и работа
- Что такое медная пайка и как это сделать?
- Что такое сварочный дым? - Опасности и как их уменьшить
- Что такое электродуговая сварка? - Оборудование и способы его выполнения
- Что такое сварочная пористость и как ее предотвратить?
- Что такое сварочные брызги и как их уменьшить?