


Что такое сварка MIG и как сваривать MIG?
Что такое сварка MIG?
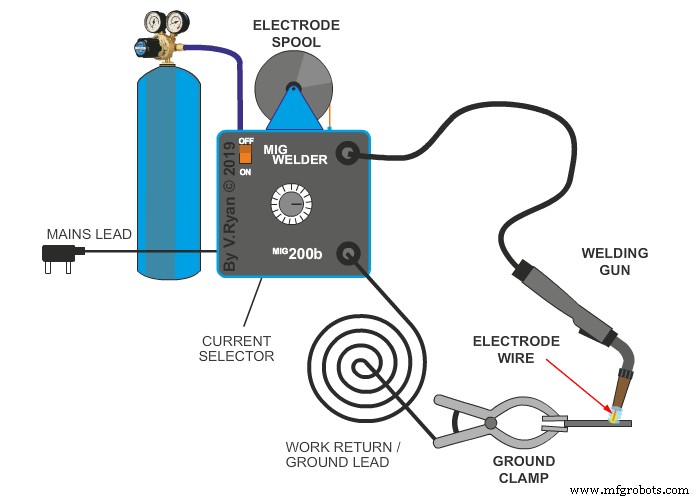
Сварка металлов в среде инертного газа (MIG) – это процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод, нагретый и подаваемый в сварочную ванну из сварочного пистолета. . Два основных материала сплавляются вместе, образуя соединение. Пистолет подает защитный газ вместе с электродом, помогая защитить сварочную ванну от переносимых по воздуху загрязняющих веществ.
Металлический защитный газ (MIG) также известен как газовая дуговая сварка металлическим электродом (GMAW). Этот тип сварки в основном представляет собой процесс дуговой сварки, который соединяет два металла. Это делается путем нагрева металлов с помощью дуги. Эта дуга образуется между свариваемой поверхностью и постоянно подаваемым присадочным электродом.
В этом типе сварки используется защитный газ для защиты расплавленного металла сварного шва от реакции с элементами, присутствующими в атмосфере.
Сварка металлическим инертным газом (MIG) была впервые запатентована в США в 1949 году для сварки алюминия. Дуга и сварочная ванна, образованная с помощью электрода из неизолированной проволоки, были защищены газообразным гелием, который в то время был легко доступен.
Примерно с 1952 года этот процесс стал популярным в Великобритании для сварки алюминия с использованием аргона в качестве защитного газа и углеродистых сталей с использованием CO2. Смеси CO2 и аргона-CO2 известны как процессы с металлическим активным газом (MAG). MIG является привлекательной альтернативой MMA, предлагая высокую скорость наплавки и высокую производительность.
Подробнее: Что такое дуговая сварка? или Что такое сварка и ее виды?

Что нужно для сварки MIG и ее подготовки
Как и во всех работах, связанных с риском, вы должны сделать безопасность главным приоритетом.
- Подходящая маска для лица.
- Защитные перчатки.
- Сварочный респиратор (если вы работаете в замкнутом пространстве или с ограниченной вентиляцией).
- Дымоуловитель (при желании).
- Куртка сварщика или кожаная куртка.
- Сварные втулки.
- Закрытые износостойкие рабочие ботинки.
Теперь, когда вы позаботились об аспекте безопасности, давайте рассмотрим оборудование, которое вам понадобится.
- Сварочный аппарат MIG и горелка.
- Канистра с аргоном.
- Канистра с углекислым газом.
- Электропитание.
- Газовый регулятор.
- Заземляющий зажим.
- Подача проволоки.
Безопасность превыше всего
Прежде чем приступить к сварке, важно убедиться, что у вас есть подходящая защитная одежда и что потенциальная опасность возгорания удалена из зоны сварки.
Основное защитное снаряжение для сварщиков включает кожаную обувь или ботинки, брюки с манжетами, огнестойкую куртку с длинными рукавами, кожаные перчатки, сварочный шлем, защитные очки и головной платок или тюбетейку для защиты макушки от искр и брызг.
Подготовка металла
В отличие от стержневых и порошковых электродов, которые содержат большее количество специальных добавок, сплошная проволока MIG не очень хорошо борется с ржавчиной, грязью, маслом или другими загрязнениями. Используйте металлическую щетку или шлифовальную машину и очистите металл перед тем, как зажечь дугу. Убедитесь, что ваш рабочий зажим также подключен к чистому металлу. Любой электрический импеданс повлияет на эффективность подачи проволоки.
Для обеспечения прочного сварного шва на более толстом металле скосите стык, чтобы обеспечить полное проникновение сварного шва в основной металл. Это особенно важно для стыковых соединений.
Подготовка оборудования
- Проверьте кабели. Прежде чем зажечь дугу, проверьте сварочное оборудование, чтобы убедиться, что все кабельные соединения плотно прилегают и не имеют износа или других повреждений.
- Выберите полярность электрода. Для сварки MIG требуется положительная или обратная полярность электрода постоянного тока. Соединения с соблюдением полярности обычно находятся внутри машины.
- Установите расход газа. Включите защитный газ и установите скорость потока от 20 до 25 кубических футов в час. Если вы подозреваете утечку в газовом шланге, смочите его мыльным раствором и проверьте наличие пузырьков. Если вы обнаружите утечку, выбросьте шланг и установите новый.
- Проверьте натяжение. Слишком сильное или слишком слабое натяжение приводных роликов или втулки катушки с проволокой может привести к снижению производительности подачи проволоки. Отрегулируйте в соответствии с руководством пользователя.
- Осмотрите расходные материалы. Удалите лишние брызги с контактных трубок, замените изношенные контактные наконечники и вкладыши и выбросьте провод, если он заржавел.
Выбор проводника
Есть два распространенных типа проволоки для стали. Для сварки общего назначения используйте классификацию AWS ER70S-3. Используйте проволоку ER70S-6, когда требуется больше раскислителя для сварки грязной или ржавой стали. Что касается диаметра проволоки, диаметр 0,030 дюйма является хорошим выбором для сварки металлов различной толщины в домашних условиях и в автоспорте.
При сварке более тонкого материала используйте проволоку диаметром 0,023 дюйма, чтобы уменьшить тепловложение. Для сварки более толстых материалов с более высокими значениями общей теплоты используйте проволоку диаметром 0,035 дюйма (или 0,045 дюйма, если это в пределах возможностей вашего сварщика).
Выбор газа
- Смесь 75% аргона и 25% двуокиси углерода (также известная как 75/25 или C25) является лучшим защитным газом общего назначения для углеродистой стали. Это создает наименьшее количество брызг, лучший внешний вид жемчуга и не способствует прогоранию более тонких металлов.
- 100-процентный CO2 обеспечивает более глубокое проникновение, но также увеличивает разбрызгивание, и валик будет более грубым, чем при использовании 75/25.
Напряжение и сила тока
Величина напряжения и тока, необходимых для сварки сварного шва, зависит от многих переменных, включая толщину металла, тип металла, конфигурацию соединения, положение сварки, защитный газ и скорость диаметра проволоки (среди прочего).
Ознакомьтесь с подробной информацией о положении сварки
Выступ провода
Вылет – это длина нерасплавленного электрода, которая выходит из кончика контактной трубки и не включает длину дуги. В общем, держите палку на 3/8 дюйма и следите за шипящим звуком бекона. Если дуга звучит неустойчиво, это может быть связано с тем, что ваш выступ слишком длинный, что является чрезвычайно распространенной ошибкой.
Толкать или тянуть пистолет?
- Техника толчка или удара вперед включает отталкивание горелки от сварочной ванны (перед ней). Проталкивание обычно приводит к меньшему проплавлению и более широкому и плоскому валику, поскольку сила дуги направлена в сторону от сварочной ванны.
- При использовании техники перетаскивания или обратной руки (также называемой техникой вытягивания или тяги) сварочная горелка направляется назад на сварочную ванну и отводится от наплавленного металла. Перетаскивание обычно приводит к более глубокому проникновению и более узкому валику с большим нарастанием.
При сварке МИГ низкоуглеродистой стали вы можете использовать метод проталкивания или протягивания, но учтите, что проталкивание обычно обеспечивает лучший обзор и позволяет лучше направить проволоку в соединение.
Угол перемещения
Угол хода определяется как угол относительно пистолета в перпендикулярном положении. Нормальные условия сварки во всех положениях требуют угла перемещения от 5 до 15 градусов. Углы перемещения свыше 20–25 градусов могут привести к большему разбрызгиванию, меньшему проникновению и общей нестабильности дуги.
Рабочий угол
Рабочий угол — это положение горелки относительно угла сварного шва, и он зависит от положения сварки и конфигурации шва.
Какой газ для сварки MIG?
Сварка MIG (металл в инертном газе) — это процесс сварки, при котором электрическая дуга образуется между расходуемым проволочным электродом и заготовкой. В этом процессе в качестве защитного газа используются инертные газы или газовые смеси. Аргон и гелий обычно используются для сварки MIG цветных металлов, таких как алюминий.
Выбор правильного защитного газа :
Многие виды сварки MIG позволяют использовать различные варианты защитного газа. Вам необходимо оценить свои цели сварки и ваши сварочные приложения, чтобы выбрать правильный для вашего конкретного применения. При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва.
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели по продуктивности.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в каждом отдельном приложении.
1. Двуокись углерода (CO2)
Наиболее распространенным реактивным газом, используемым при сварке MIG, является углекислый газ (CO2). Он единственный, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наиболее экономичным из обычных защитных газов, что делает его привлекательным выбором, когда стоимость материала является главным приоритетом.
Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также создает менее стабильную дугу и больше брызг, чем при смешивании с другими газами. Это также ограничено процессом короткого замыкания.
2. Аргон
Для компаний, которые ценят качество сварки, внешний вид и меньшую очистку после сварки, лучшим вариантом может быть смесь 75–95 % аргона и 5–25 % CO2. Он предлагает более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2.
Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также создает более плотный профиль проплавления, что полезно для угловых сварных швов. При сварке цветного металла — алюминия, магния или титана — необходимо использовать 100-процентный аргон.
3. Кислород
Кислород, также являющийся химически активным газом, обычно используется в пропорции девять процентов или меньше для улучшения текучести, проплавления и стабильности дуги в сварочной ванне при сварке мягких углеродистых, низколегированных и нержавеющих сталей. Однако он вызывает окисление наплавленного металла, поэтому его не рекомендуется использовать с алюминием, магнием, медью или любым другим экзотическим металлом.
4. Гелий
Как и чистый аргон, гелий обычно используется для цветных металлов, а также для нержавеющей стали. Поскольку гелий создает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в пропорциях от 25 до 75 процентов гелия и от 75 до 25 процентов аргона. Путем регулировки этих соотношений изменяются проникновение, профиль борта и скорость перемещения.
Гелий создает «более горячую» дугу, которая обеспечивает более высокую скорость движения и более высокую производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам необходимо рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. В нержавеющей стали гелий обычно используется в трехкомпонентной формуле аргона и CO2.
Как выполнять сварку MIG?
Это базовое руководство, а не исчерпывающая инструкция. Мы расскажем вам о различных этапах сварки стали MIG, чтобы дать вам элементарное представление о том, что включает в себя этот процесс.
Прежде чем мы перейдем к самому методу, нам нужно пройти несколько хозяйственных практик. Настройка имеет решающее значение, если вы хотите получить наилучшие результаты.
1. Настройка машины
Потратьте время, чтобы ознакомиться со сварочным аппаратом. Первое, что нужно сделать, это проверить катушку проволоки медного цвета в сварочном аппарате. Убедитесь, что он закреплен натяжной гайкой, но может свободно вращаться, когда подающие ролики протягивают проволоку через сварочный пистолет. Если вы свариваете алюминий, проволока должна быть серебристого цвета.
2. Газовые баллоны
Бензобак расположен позади МИГа. Это либо стопроцентный аргон, либо смесь аргона и углекислого газа. Откройте основные клапаны на каждом резервуаре, чтобы проверить, заполнены ли они. Манометры должны показывать от 0 до 2500 фунтов на квадратный дюйм. Установите регулятор на 15-25 фунтов на квадратный дюйм в зависимости от того, что вы свариваете.
3. Сварочный пистолет
Убедитесь, что подводящий провод находится в сварочном пистолете и немного выступает из металлического наконечника. Наконечники являются жертвенными и различаются в зависимости от толщины и типа свариваемого металла. Нажмите на курок, чтобы убедиться, что все в порядке и провод проходит.
4. Зажим заземления
Зажим заземления является катодом в цепи и замыкает цепь между сварочной горелкой, сварочным аппаратом и заготовкой. Убедитесь, что он прикреплен к проекту, а соединение чистое, без ржавчины или мусора, мешающих работе. Как только вы убедитесь, что все в порядке, пора начинать.
5. Подготовьте сварку
Нельзя недооценивать важность подготовки сварного шва. Удаление дефектов и шлифовка пятен ржавчины помогут улучшить целостность сварного шва.
6. Подготовьте место
Расплавленный металл может плеваться далеко. Поэтому важно, чтобы на пути выброса сварщика не было горючих материалов. Удалите весь пластик, бумагу или ткань, которые могут тлеть и воспламеняться.
Имейте наготове углекислотный огнетушитель на случай поломки. Никогда не используйте воду для тушения пламени, стоя рядом с мощной машиной, пульсирующей смертоносным электричеством. Все мы знаем, что вода и электричество ведут к катастрофе.
7. Наденьте защитное снаряжение
Наденьте маску на голову, но на этом этапе нет необходимости складывать маску, пока вы готовите место для сварки. Наденьте сварочные перчатки и убедитесь, что ваши руки защищены сварочными рукавами. При работе в узком или плохо проветриваемом помещении надевайте респиратор во избежание риска удушья.
Никогда не сваривайте оцинкованную сталь, так как в процессе цинкования цинк нагревается и выделяет токсичный газ. При вдыхании вызывает гриппоподобные симптомы, которые могут длиться несколько дней. Иногда его называют «металлическим душем». Хотя симптомы носят временный характер, долгосрочные последствия для легких могут быть катастрофическими.
Прочтите статью о том, что такое цинкование?
8. Прикрепите зажим заземления
Его можно прикрепить к любой металлической поверхности для замыкания электрической цепи. Металлического проекта или сварочного стола будет достаточно.
9. Откройте газовый баллон
Ослабьте регулировочную гайку на газовом регуляторе и поверните колесо в верхней части канистры, чтобы ослабить его. Убедитесь, что ваша рука находится вокруг края колеса, а не над ним, на случай, если возникнет давление и колесо сорвется.
Также не наклоняйтесь над канистрой при открытии клапана. Встаньте напротив него и на расстоянии вытянутой руки. Вы заметите, что PSI на измерителе начинает увеличиваться. Вы можете начать сварку, когда вы достигнете более 1000 фунтов на квадратный дюйм. Теперь пришло время затянуть регулировочный винт на регуляторе, пока значение PSI не будет находиться в пределах 15-25.
10. Найдите настройку сварки
У многих сварочных аппаратов MIG настройки сварки расположены на нижней стороне крышки. Эта таблица является удобным руководством для определения напряжения и скорости. В этом упражнении мы будем использовать проволоку толщиной 0,035 дюйма, а состав газа — 75 % аргона и 25 % углекислого газа. Единственной другой переменной, определяющей настройки, является толщина материала.
У многих сварочных аппаратов MIG настройки сварки расположены на нижней стороне крышки. Эта таблица является практическим руководством по определению напряжения и скорости. В этом упражнении мы будем использовать проволоку диаметром 0,035 дюйма, а состав газа — 75 % аргона и 25 % углекислого газа. Единственная другая переменная, определяющая настройки, — это толщина материала.
11. Включите сварочный аппарат
Подключите сварочный аппарат к источнику питания и включите его. Убедитесь, что рядом нет предметов или мусора, которые могут помешать вашему продвижению или подвергнуть вас опасности.
12. Установите скорость и напряжение проволоки
Используя ту же таблицу из шага 4, установите скорость и натяжение проволоки на желаемые значения. В этом примере предполагается, что вы свариваете металл 18 калибра. Таким образом, скорость провода должна быть 16, а напряжение 120.
Если настройки слишком высоки, в вашей заготовке появятся отверстия, когда она проплавится через сварной шов. Если настройки слишком низкие, сварной шов будет нарастать рывками, так как будет подано и распылено слишком много проволоки, что создаст слабый сварной шов.
Вы поймете, когда настройки будут правильными, когда начнете сварку плавно, равномерно и свободно. Также прислушайтесь к искрящемуся звуку, немного похожему на взволнованную пчелу. Это должно сказать вам, что настройки напряжения и скорости правильные.
Совет: Если вы свариваете алюминий, вы должны услышать низкий гул вместо искр и хлопков.
13. Проверьте проволоку в сварочной горелке
Сварочная проволока должна выступать из наконечника сварочной горелки примерно на дюйм или около того. Если это слишком много, обрежьте его по размеру.
14. Сварить
Опустите лицевую маску и начните сварку металла. Вы можете использовать технику толчка или тяги. Проталкивание создает более плоские, но широкие сварные швы, а вытягивание обеспечивает более плотное и глубокое проплавление.
Попробуйте укладывать бусины либо зигзагообразным узором, либо концентрическими кругами, которые создают волнистый, закрученный узор. Угол, под которым вы работаете, также зависит от типа свариваемого соединения.
Переместите горелку вниз от верхней части сварного шва. Убедитесь, что бусины имеют длину около дюйма или двух. Если оставаться дольше, есть риск, что металл нагреется, что может деформироваться и ослабнуть. Сварите одно место, затем перейдите к другому и так далее. Затем вы можете закончить, присоединившись к каждому разделу в конце.
Когда вы дойдете до конца заготовки, установите механизм подачи проволоки на самое низкое значение.
15. Закройте вентиль баллона
Поверните клапан газового баллона вручную, пока он не будет плотно закрыт.
16. Прокачать регулятор
Нажмите курок на сварочном пистолете, так как это приведет к сбросу воздуха из регулятора. Наблюдайте, как кубические футы в час (CFH) падают до минимально возможного уровня. Проволока по-прежнему подается, поскольку скорость подачи выше нуля.
Вы также можете ослабить регулировочный винт на регуляторе, пока он не ослабнет.
17. Выключите сварочный аппарат
Выключите сварочный аппарат как на аппарате, так и на источнике питания. Снимите сварочный шлем и защитное снаряжение, но не снимайте перчатки. Пожалуйста, не прикасайтесь к металлу, так как он может быть еще горячим, и хитрость заключается в том, чтобы позволить ему остыть естественным образом для лучшего сварного шва.
Теперь вы можете снять зажим заземления и аккуратно смотать все провода. Теперь снимите перчатки.
Советы по сварке MIG
Применение на практике любого из этих советов, вероятно, улучшит качество и долговечность вашего сварного шва.
1. Чисто, чисто, чисто
Основным недостатком сварного шва MIG является его пористость. Наиболее частой причиной пористости является сварка грязной, замасленной, окрашенной поверхности. Все эти загрязнения попадают в сварной шов, в результате чего образуются отверстия, напоминающие губку.
«Слишком часто фермеры недостаточно подготавливают металл перед сваркой, — говорит Джон Лейснер из Miller Electric. «Это включает в себя шлифование или удаление краски, ржавчины, грязи и других поверхностных загрязнений, а также полное шлифование трещин, которые часто находятся за пределами того, что сразу видно».
2. Получите отличный участок
Коллиер считает, что это самая распространенная ошибка при сварке MIG. «Вашему сварщику все равно, если у вас плохой пол. Он все равно продолжает выкачивать сварочную проволоку, независимо от того, заикается или заикается ваш пистолет», — объясняет он.
Карл Хус из Lincoln Electric говорит, что сварочная дуга требует плавного протекания тока по всей цепи. Сварочный ток ищет путь наименьшего сопротивления. Таким образом, если не позаботиться о размещении сварочного слоя рядом с дугой, ток может найти другой путь. Надежно прикрепите зажим к оголенному металлу как можно ближе к дуге.
3. Держите палку короткой
Как правило, расстояние от конца контактного наконечника пистолета до торчащей проволоки должно составлять от 1/4 до 3∕8 дюймов. «Этот простой совет может оказать наибольшее влияние на сварку MIG, — говорит Джоди Коллиер.
4. Используйте обе руки
«По возможности используйте обе руки», — призывает Коллиер. «Опустите изгиб шейки пистолета в одну руку и держите часть со спусковым крючком в другой руке. Не стесняйтесь, когда дело доходит до того, чтобы ваша опорная рука была близко к сварному шву. Купите термостойкую тяжелую сварочную перчатку, если она вам нужна».
5. Слушайте своего сварщика
Музыка для ваших ушей должна быть ровным гудением во время сварки. «Равномерное шипение может указывать на то, что у вас слишком высокое напряжение», — отмечает Лейснер. «Громкий скрипучий звук может указывать на слишком низкое напряжение. Потрескивающий звук, похожий на звук выстрела из пулемета, указывает на слишком высокое значение силы тока», — добавляет он.
6. Держите дугу впереди
«Для лучшего проплавления держите дугу на передней кромке сварочной ванны, — говорит Коллиер.
Исключением из этого правила может быть сварка тонколистового металла. В этом случае держите дугу дальше в ванне, чтобы предотвратить прожоги.
7. Подберите приводные ролики, направляющую кабеля пистолета, контактный наконечник к размеру проволоки
Удивительно, но это основное соответствие часто игнорируется. Если вы пытаетесь пропустить проволоку диаметром 0,030 через валки 0,035, вы обнаружите, что постоянно меняете скорость подачи и никогда не настроите ее правильно, поскольку канавки на валках слишком велики. Тот же совет относится к кабелепроводу пистолета и размеру контактного наконечника.
8. Толкнуть или потянуть
Самый распространенный метод — толкать горелку в направлении сварного шва (метод прямого удара). Предварительная сварка обеспечивает неглубокий провар с плоской, широкой и гладкой поверхностью.
Второй подход возникает, когда вы перетаскиваете пистолет (метод удара слева). В результате получается сварной шов с глубоким проплавлением, узкий и высокий в центре.
Итак, какой метод следует использовать? Это зависит от толщины свариваемого металла и глубины проникновения в сварной шов.
9. Следите за сваркой в нерабочем положении
Если вы выполняете сварку вертикально, горизонтально или над головой, «следите за тем, чтобы сварочная ванна была небольшой, чтобы лучше контролировать наплавленный валик, и используйте проволоку наименьшего возможного диаметра», — говорит Лейснер.
10. Обильно заменяйте контактные наконечники
«Контактные подсказки дешевы», — говорит Коллиер. «Держите набор инструментов в своем ящике для инструментов и часто меняйте их». Изношенные контактные наконечники обычно имеют овальную форму и приводят к неустойчивой дуге. Кроме того, при попадании наконечника в расплавленную сварочную ванну его следует немедленно заменить. Для большинства сварщиков-любителей хорошим правилом для обеспечения высокого качества сварки является замена наконечника после израсходования 100 фунтов проволоки.
11. Прочтите свою бусину
По словам Лейснера, вы можете многому научиться, глядя на готовый сварной шов.
Выпуклая форма или тянущийся валик часто указывают на то, что ваша установка слишком холодная для такой толщины ремонта, и что вырабатывается недостаточно тепла для проникновения в основной металл. Вогнутый валик указывает на проблему с подводом тепла.
Преимущества сварки MIG
- Более высокая производительность: Многие сварщики получат более высокую производительность за счет экономии времени за счет отсутствия необходимости постоянно менять стержни или удалять шлак, а также за счет отсутствия необходимости многократной очистки сварного шва щеткой. Они могут работать быстрее и чище.
- Простые в освоении: Одним из основных преимуществ сварки MIG является ее простота. Сварщики могут научиться сварке MIG за несколько часов, а некоторые инструкторы утверждают, что они могут провести базовое обучение за двадцать минут, при этом большая часть времени уходит на очистку сварного шва. Обучение сварке TIG требует много времени, и большинство сварщиков, работающих над домашними проектами, не захотят тратить на это время. Один инструктор описал сварку MIG как процесс «наведи и снимай».
- Простые и отличные сварные швы: MIG обеспечивает лучшую видимость сварочной ванны. Добавьте к этому простоту процесса и лучший контроль, обеспечиваемый автоматической подачей проволоки, и MIG упростит получение великолепного сварного шва.
- Чисто и эффективно: Поскольку MIG использует защитный газ для защиты дуги, потери легирующих элементов при переносе металла через дугу очень малы. Шлак не удаляется, что характерно для сварки электродами, и образуются лишь незначительные сварочные брызги. После небольшой очистки сварщики MIG вернутся к работе в кратчайшие сроки благодаря минимальной очистке, которая им требуется.
- Универсальность: Сварка MIG чрезвычайно универсальна и может сваривать самые разные металлы и сплавы, работая различными способами, например, в полуавтоматическом и полностью автоматическом режимах. Хотя сварка MIG полезна для многих домашних сварочных работ, она также используется во многих отраслях промышленности. MIG используется для следующих металлов:алюминия, меди, нержавеющей стали, мягкой стали, магния, никеля и многих их сплавов, а также железа и большинства его сплавов.
- Более высокая скорость сварки: Благодаря непрерывной подаче проволоки обе руки остаются свободными при сварке MIG, что повышает скорость сварки, качество сварки и общий контроль.
Недостатки сварки MIG
- Стоимость: Сварщики сразу заметят, что сварочное оборудование для сварки MIG является более сложным и дорогостоящим, а также уступает в портативности. Кроме того, можно добавить защитный газ, электроды и сменные наконечники и сопла для сварки MIG.
- Ограниченные позиции: Текучесть сварочной ванны и высокое тепловложение аппарата MIG исключают возможность вертикальной или потолочной сварки. Хотя некоторые сварщики никогда бы не подумали о сварке в одном из этих положений, примите во внимание этот фактор при принятии решения о покупке сварочного аппарата MIG, чтобы убедиться, что он может выполнять все запланированные для него работы.
- Не подходит для сварки на открытом воздухе: Помимо того, что сварочные аппараты MIG не являются портативными, они также не подходят для работы на открытом воздухе, поскольку они используют защитный газ для защиты чистоты сварного шва. Ветер испортит защитный газ и повлияет на качество сварного шва. Сварочный аппарат MIG также нельзя вывозить в поле для ремонта трактора, но он прекрасно работает в гараже при ремонте автомобилей.
- Быстрая скорость охлаждения: Сварной металл будет остывать с большей скоростью, так как он не покрыт шлаком после завершения сварки.
- Не подходит для толстых металлов: Хотя сварка MIG подходит для тонких металлов, она не обеспечивает надлежащего проплавления более толстой стали, для которой требуется сплошной сварной шов.
- Защитный газ: Для замены баллона с защитным газом может потребоваться время, и он может мешать во время сварки.
- Время подготовки металла: Перед сваркой с помощью сварочного аппарата MIG материал должен быть очищен от ржавчины или грязи, чтобы получить хороший сварной шов и в целях безопасности.
Для чего используется сварка MIG?
Сварка MIG/MAG — универсальный метод, подходящий как для тонколистовых, так и для толстых профилей. Дуга зажигается между концом проволочного электрода и заготовкой, плавя их обоих, образуя сварочную ванну. Проволока служит как источником тепла (через дугу на кончике проволоки), так и присадочным металлом для сварного соединения.
Сварка металлов в среде инертного газа обычно используется для больших и толстых материалов. Используется расходуемая проволока, которая служит как электродом, так и присадочным материалом.
По сравнению со сваркой TIG, она выполняется намного быстрее, что приводит к сокращению сроков выполнения заказа и снижению производственных затрат. Кроме того, его легче освоить, и он позволяет создавать сварные швы, практически не требующие очистки и отделки. Однако сварные швы не такие точные, плотные и чистые, как при сварке TIG.
Часто задаваемые вопросы .
Что такое сварка MIG?
Сварка металлов в среде инертного газа (MIG) — это процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод, нагреваемый и подаваемый в сварочную ванну из сварочного пистолета. Пистолет подает защитный газ вместе с электродом, помогая защитить сварочную ванну от переносимых по воздуху загрязняющих веществ.
Для чего используется сварка MIG?
Сварка MIG/MAG — универсальный метод, подходящий как для тонколистовых, так и для толстых профилей. Дуга зажигается между концом проволочного электрода и заготовкой, плавя их обоих, образуя сварочную ванну. Проволока служит как источником тепла (через дугу на кончике проволоки), так и присадочным металлом для сварного соединения.
Какие советы по сварке MIG?
Применение на практике любого из этих советов, вероятно, улучшит качество и долговечность вашего сварного шва.
- Чистить, чистить, чистить.
- Получить отличный участок.
- Держите палку короткой.
- Используйте обе руки.
- Слушай своего сварщика.
- Держите дугу впереди.
- Подберите приводные ролики, вкладыш кабеля пистолета, контактный наконечник к размеру проволоки.
- Нажать или потянуть.
Как сваривать MIG?
Сварка МИГ представляет собой процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя вместе два основных материала. Защитный газ также подается через сварочную горелку и защищает сварочную ванну от загрязнения. На самом деле MIG означает инертный газ металла.
Какой газ для сварки MIG?
Сварка MIG (металл в инертном газе) — это процесс сварки, при котором электрическая дуга образуется между расходуемым проволочным электродом и заготовкой. В этом процессе в качестве защитного газа используются инертные газы или газовые смеси. Аргон и гелий обычно используются для сварки MIG цветных металлов, таких как алюминий.
Для чего используется сварка MIG?
MIG, то есть сварка металлов в среде инертного газа, обычно используется для больших и толстых материалов. В нем используется расходуемая проволока, которая действует как электрод и присадочный материал. По сравнению со сваркой TIG она выполняется намного быстрее, что приводит к сокращению сроков выполнения заказов и снижению производственных затрат.
В чем разница между сваркой MIG и TIG?
Разница между ними заключается в способе использования дуги. При сварке MIG (металл в среде инертного газа) используется подающая проволока, которая постоянно проходит через горелку, создавая искру, а затем плавится, образуя сварной шов. При сварке TIG (вольфрам в среде инертного газа) используются длинные стержни для непосредственного сплавления двух металлов.
Что лучше дуговая сварка или сварка MIG?
Некоторые утверждают, что сварка стержнем прочнее, чем сварка MIG, поскольку она обеспечивает лучшее проплавление более толстых материалов. Однако сварка MIG может обеспечить хорошие сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.
Легка ли сварка MIG?
Сварка MIG — это удивительный процесс использования электричества для плавления и соединения кусков металла вместе. Сварку MIG иногда называют «горячим клеевым пистолетом» в мире сварки, и обычно она считается одним из самых простых типов сварки. учиться.
Что сильнее MIG или TIG?
Сварка TIG обеспечивает более чистые и точные сварные швы, чем сварка MIG или другие методы дуговой сварки, что делает ее самой прочной. That said, different welding jobs may require different methods, while TIG is generally stronger and higher in quality, you should use MIG or another method if the job calls for it.
What are the disadvantages of MIG welding?
M.I.G. and M.A.G.S. Disadvantages
- Higher initial setup cost.
- Atmosphere surrounding the welding process has to be stable (hence the shielding gasses), therefore this process is limited to draught free conditions.
- Higher maintenance costs due to extra electronic components.
Should I learn TIG or MIG welding?
MIG is the faster method of welding, making it ideal for projects requiring higher production rates. Project size:The size of your project could determine which form of welding to choose. TIG welds are better for thinner metals and smaller projects because they produce precise and clean welds.
Can you weld stainless with a MIG?
Stainless steel can be welded with shielded metal arc welding (MIG), gas tungsten arc welding (TIG), and stick welding, and each of these processes will yield a slightly different result.
What is the easiest welder to use?
MIG welding is generally the easiest type of welding for a beginner to learn. MIG welders use a feed wire that runs through the machine at a preselected speed. This makes the process relatively fast and produces consistent welds.
Which is cheaper MIG or stick?
MIG. While stick welders are less expensive and more familiar for most farmers, stick welding does have its shortcomings in the modern shop. Stick welding thin materials may be difficult or impossible.
What type of welder should a beginner use?
MIG welders are among the best type for beginners, as they’re designed with a wire welding electrode on a spool that is fed at a pre-selected speed through a welding gun. As a semi-automatic or automatic process, gas metal arc welding (GMAW or MIG), is the easiest to learn.
Can I teach myself to MIG weld?
Anyone can learn MIG welding online, from your own home in a matter of hours. I’m being real with you here. All it really takes is investing a little money in a decent wire feed welder or a MIG welder and you’ll be completely on your way.
Can you teach yourself to weld?
Most people can learn the fundamentals of welding on their own to make basic fabrications and do common repair work by researching content from reliable sources and a lot of practice. However, if you have professional intentions, you cannot reach a high skill level fast enough without the guidance of experts.
Can MIG weld Aluminum?
It is possible, but it can be really hard and incredibly frustrating. Aluminum is a softer metal than steel and stainless, so trying to feed it through a torch lead becomes much more difficult because it bends easier. There are a few ways to combat this with your MIG torch.
What is the hardest metal to weld?
Aluminum is a metal that is very hard to weld due to its melting point, the conductivity of heat, and ductility.
Do you need gas for MIG welding?
“MIG,” short for metal inert gas, actually tells a lot about this method of welding. It actually requires gas for shielding:the gas involved in the welding process prevents the molten welding pool from interacting with the surrounding gases in the air.
Read Our Related Article
- What are Welding and Its types, process and position?
- What is Arc Welding?
- What is Welding Joint and its types?
- What is Spot Welding?
Производственный процесс
- Что такое сварка MIG и как сваривать MIG?
- Что такое дуговая сварка? - Типы и как это работает
- Что такое газовая сварка? - Детали, процесс и применение
- Что такое сварочный дым? - Опасности и как их уменьшить
- Как сваривать титан:процесс и методы
- Что такое сварочный шов и их типы?
- Что такое электродуговая сварка? - Оборудование и способы его выполнения
- Что такое сварочная пористость и как ее предотвратить?
- Что такое сварочные брызги и как их уменьшить?
- Что такое сварной шов?