


На какие вопросы следует обратить внимание в процессе фрезерования с ЧПУ?
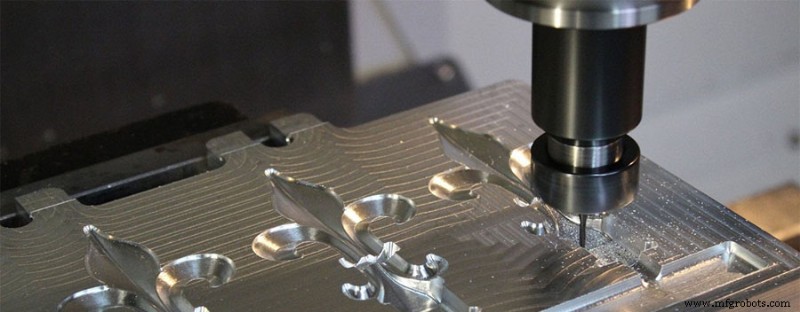
На обрабатывающем центре можно выполнять торцевое фрезерование, фрезерование уступов, профильное фрезерование, фрезерование полостей, фрезерование пазов, токарное фрезерование, резьбофрезерование, плунжерное фрезерование, фрезерование с уклоном и фрезерование с дуговой интерполяцией. В последние годы увеличивается применение обрабатывающих центров. А фрезерование — самый распространенный метод обработки для обрабатывающих центров. При выборе содержания фрезерных станков с ЧПУ следует полностью использовать преимущества и ключевые роли фрезерных станков с ЧПУ. Далее кратко представлены проблемы, на которые необходимо обратить внимание в процессе фрезерования.
1. С выбор О ж М больной Д возражение
В процессе фрезерования заготовка может подаваться вдоль или относительно направления вращения инструмента, что повлияет на начальные и конечные характеристики резания. Независимо от требований к станкам, приспособлениям и заготовкам предпочтительным методом является попутное фрезерование. Однако, если инструмент вдавливается в заготовку, скорость подачи будет увеличиваться неравномерно, что приведет к слишком большой толщине резания и разрушению инструмента. В таких случаях следует выбирать встречное фрезерование. Кроме того, когда припуск на обработку сильно меняется, выгоднее выбрать встречное фрезерование.
2. Инструмент Д диаметр А й П позиция
Выбор диаметра фрезы обычно основывается на ширине обрабатываемой детали и эффективной мощности станка. Особенно при торцевом фрезеровании ширина фрезерования заготовки будет напрямую определять диаметр фрезы, поскольку она помогает обеспечить хорошее стружкообразование и правильную нагрузку на режущую кромку. В идеале позиционирование фрезы всегда должно быть немного не по центру, потому что рез, создаваемый каждым лезвием в это время, очень мал, а вход и выход лезвия способствует образованию стружки и предотвращает ударную нагрузку.
Но если инструмент полностью расположен по центру, когда режущая кромка входит или выходит из разреза, средняя радиальная сила будет продолжать изменяться в направлении, шпиндель станка будет вибрировать, и лезвие может сломаться, что приведет к ухудшению качества поверхности. . . Положение фрезы относительно заготовки, режущий инструмент и контакт с зубьями фрезы — все это чрезвычайно важные факторы для успешного завершения процесса.
3. Вход А й Е выйти С условия
(1) Каждый раз, когда лезвие фрезы входит в надрез, на режущую кромку может воздействовать ударная нагрузка. Это зависит от поперечного сечения стружки, материала заготовки и типа стружки. Для процесса фрезерования чрезвычайно важно, чтобы тип начального и конечного контакта между режущей кромкой и материалом заготовки был соответствующим. Кроме того, точное позиционирование инструмента также важно для входа и выхода режущей кромки.
(2) Ширина заготовки больше или равна диаметру фрезы
В этом случае центральная линия инструмента полностью выходит за пределы ширины заготовки, и самый крайний кончик инструмента будет подвергаться сильному удару при врезании лезвия. Это означает, что наиболее чувствительные части инструмента чувствительны к начальная ударная нагрузка. Лезвие также покинет надрез и сохранит контакт только кончиком, что означает, что сила резания будет полностью приложена к самому внешнему концу лезвия и будет оставаться до тех пор, пока лезвие внезапно не покинет заготовку, это ударная разгрузочная сила.
(3) Диаметр фрезы немного больше ширины заготовки
В этом случае центральная линия инструмента и край заготовки находятся на одной прямой. Когда толщина стружки максимальна, лезвие выходит из реза, и ударная нагрузка при врезании и отрезании лезвия будет очень высокой.

4 <сильный> Т он А преимущества О ж Т он М больной П процесс
(1) По сравнению с обычной обработкой время обработки может быть сокращено, а эффективность производства и коэффициент использования станка могут быть улучшены.
(2) Небольшая термическая деформация заготовки, высокая точность обработки, хорошее качество поверхности, широкий спектр технологий обработки, подходящих для обработки тонкостенных, маложестких и легко термически деформируемых деталей.
(3) Охлаждение инструмента высокоскоростного обрабатывающего станка осуществляется полусухим охлаждением масляным туманом с использованием специального высокоскоростного смазочно-охлаждающего масла и минимальной подачи смазочного масла. На поверхности заготовки образуется тонкая масляная пленка, что позволяет значительно улучшить качество поверхности заготовки по сравнению с традиционным способом использования СОЖ или воздушным охлаждением.
5 <сильный> Т он С выборы О ж Н высоко- С мочился С отключение О Иль
(1) При резке меди, алюминиевого сплава, цветных и легких металлов сила резания и температура резания невелики. Вы можете выбрать специальное смазочно-охлаждающее масло для медных и алюминиевых сплавов с низким содержанием противоизносных присадок, но с хорошей коррозионной стойкостью.
(2) При резке легированной стали, если объем резания невелик и шероховатость поверхности мала, например, для протягивания и нарезания резьбы, требуется смазочно-охлаждающая жидкость с отличными характеристиками при экстремальном давлении, смазочно-охлаждающая жидкость для обработки при экстремальном давлении с эфиром сульфурированной жирной кислоты в качестве основной добавки может быть выбранным.
(3) Когда чугун и бронза являются хрупкими материалами, во время резки часто образуется стружка, которая легко стекает со смазочно-охлаждающей жидкостью и попадает в направляющие станка, вызывая повреждение деталей. Используйте смазочно-охлаждающую жидкость с хорошими охлаждающими и очищающими свойствами и хорошо фильтруйте. .
(4) При резке титановых сплавов чрезвычайно требовательны к характеристикам смазочно-охлаждающей жидкости при экстремальном давлении. Кроме того, необходимо провести комплексную проверку текучести и коррозионных свойств масла, чтобы предотвратить водородное охрупчивание и образование наростов на кромках в процессе механической обработки.
Производственный процесс
- Каковы основы фрезерной и токарной обработки с ЧПУ?
- Что делают цеха прецизионных станков:фрезерование
- Что такое процесс токарной обработки с ЧПУ?
- Фрезерование с ЧПУ и штамповка с ЧПУ:в чем разница?
- Электроэрозионная обработка или фрезерование с ЧПУ:какой вариант выбрать?
- Что такое вертикальный станок с ЧПУ?
- Чего ожидать от фрезерных станков с ЧПУ в будущем?
- Что такое токарно-фрезерная обработка с ЧПУ?
- Что такое ЧПУ?
- Какой токарный станок с ЧПУ лучше?