


Схемы уплотнения асфальта для достижения заданной плотности и производительности
Подрядчики по укладке дорожного покрытия много знают о смеси, которую они будут использовать в своих проектах. Большинство из них точно знают, сколько тонн смеси может производить асфальтобетонный завод в час. Они знают вместимость бункеров и определяют, будет ли завод поставлять смесь только для одного проекта или для нескольких проектов одновременно. Когда подрядчик должен купить смесь у производителя, количество тонн смеси, которое необходимо закупить, обычно является предметом контракта и предсказуемой поставкой.
Подрядчики также знают размеры и грузоподъемность транспортных средств, используемых для доставки горячей асфальтобетонной смеси (HMA) на проект. Исходя из опыта, подрядчики оценивают время транспортировки туда и обратно от завода до рабочей площадки и определяют, сколько грузов каждый грузовик может доставить за единицу времени.
Но когда дело доходит до укладки и уплотнения асфальта, прогнозы по производительности менее точны. В частности, для уплотнения переменные количества произведенного ТМА и времени его доставки влияют на температуру асфальта при уплотнении. Температура смеси является наиболее важным элементом уплотнения. Для того чтобы катки находились в надлежащей зоне качения для достижения заданной плотности, необходимы правильные схемы качения асфальта.
НАИЛУЧШИЕ ПРАКТИКИ УПЛОТНЕНИЯ АСФАЛЬТА
Производители катков обучают операторов нескольким процедурам для повышения производительности. Поскольку почти во всех современных прокатных станках используются вибрационные двухбарабанные катки, нижеследующие передовые методы сосредоточены на работе с этим типом катков.
Выполните первый проход к асфальтоукладчику с включенной вибрацией.
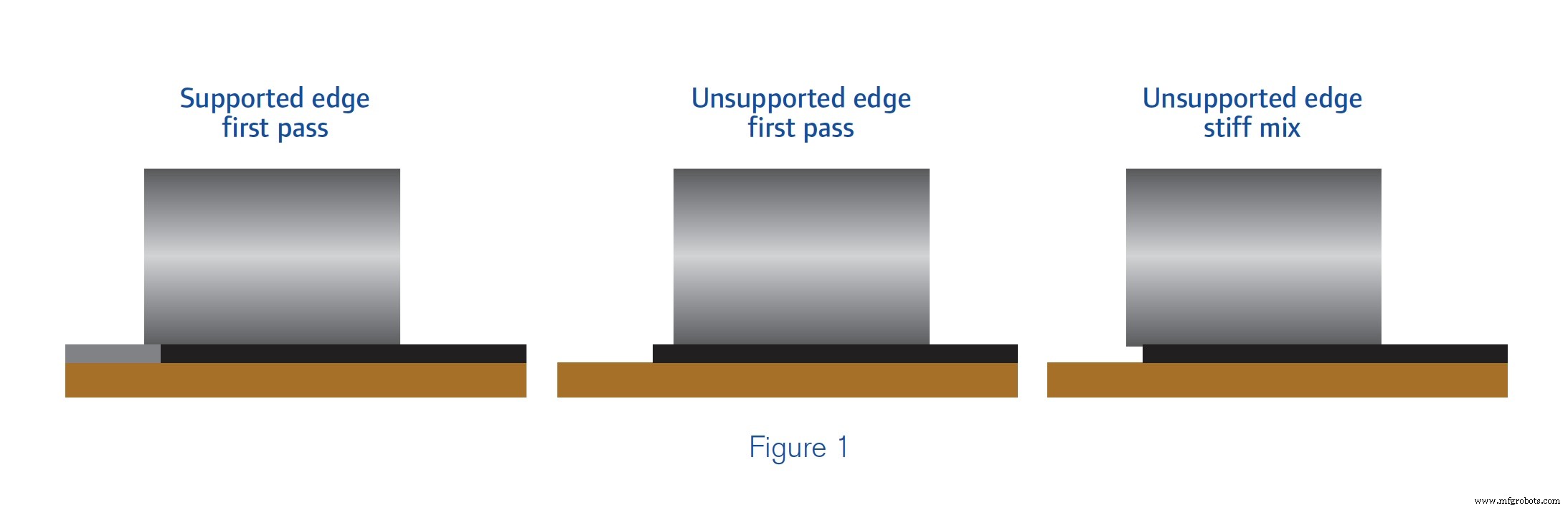
При первом проходе достигается максимальное уменьшение количества воздушных пустот, поскольку вязкость смеси низкая, а возможность перераспределения частиц заполнителя в более близкое расположение высока. Если край тротуара подпирается от бокового смещения, оператор должен слегка перекрыть стык между холодной и горячей панелями. Чем опытнее оператор, тем уже требуется перекрытие соединения. Большинству операторов требуется нахлест всего от 3 до 4 дюймов (от 75 до 100 миллиметров). Если край тротуара не имеет опоры, оператор должен сделать этот первый проход на расстоянии от 6 до 8 дюймов (от 150 до 200 миллиметров) от края, чтобы уменьшить боковое толкание мата. Более жесткие смеси могут не требовать этой меры предосторожности. На рис. 1 показано правильное расположение барабана относительно дорожного покрытия при первом проходе.
Остановите движение катка вперед, описав небольшую дугу к центру панели, на безопасном расстоянии позади асфальтоукладчика и бригады.
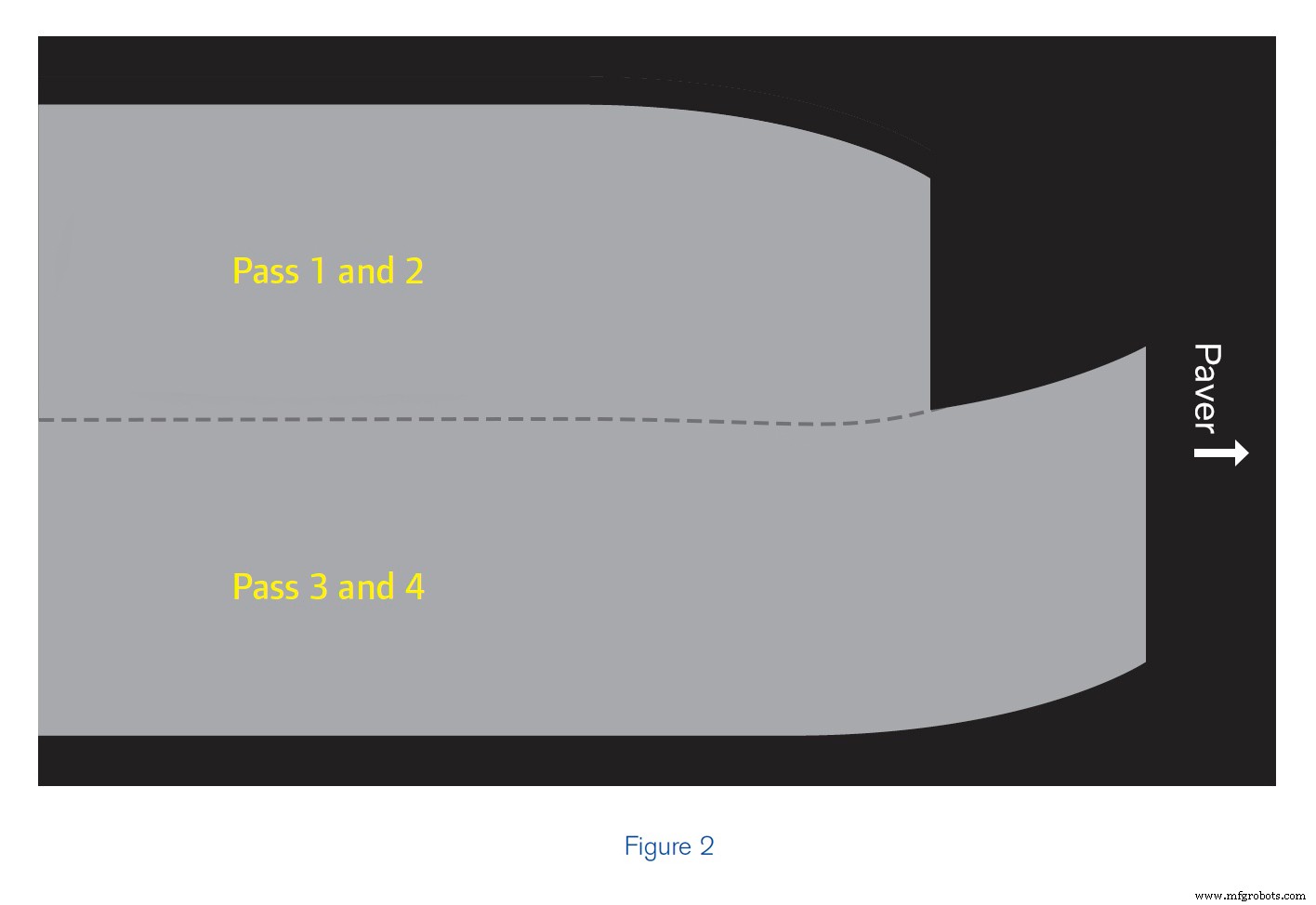
Причиной остановки под углом является облегчение выкатывания впадин барабана на следующем проходе. Это помогает предотвратить образование неровностей на асфальте. На рис. 2 показана методика. Проход с левой стороны панели останавливается по дуге, и каток возвращается по тому же пути. Следующий прямой проход выполняется с правой стороны панели, проходя предыдущий прямой проход по дуге к центру панели. Этот метод позволяет уплотнителю достигать более равномерной плотности, оставаясь в одном и том же диапазоне температур при каждом проходе бок о бок.
Перекатывать конец каждого последующего прохода за конец соседнего и предыдущего прохода.
Это также показано на Рисунке 2. Благодаря поступательному движению асфальтоукладчика виброуплотнитель находится в том же температурном диапазоне мата, что и асфальтоукладчик. Ограничение длины зоны укатывания асфальтобетонного покрытия помогает фронтальному катку не отставать от асфальтоукладчика. Нет более важного метода уплотнения, особенно для щебеночно-мастичных асфальтобетонных смесей (SMA) и смесей Superpave.
ДОСТИЖЕНИЕ ОПТИМАЛЬНОЙ ПЛОТНОСТИ АСФАЛЬТА
Завершить прокатку до того, как смесь остынет ниже температуры, необходимой для достижения заданной плотности. Эта техника решает две задачи. Для большинства смесей это позволяет достичь максимальной производительности. Для тех смесей, которые проявляют нежность, это позволяет достичь плотности до того, как смесь начнет проявлять нестабильность.
Уплотните шов для равномерной плотности. Одним из наиболее распространенных недостатков покрытий HMA является низкая плотность швов. Низкая плотность в стыке вызвана плохой техникой укладки, чрезмерным склеиванием и загребанием, плохой практикой укатывания или их комбинацией. Плохая практика прокатки может быть преодолена за счет надлежащего обучения операторов катков и накопления опыта.
ВЫБОР УПЛОТНИТЕЛЯ НА ОСНОВЕ ЭФФЕКТИВНОЙ ШИРИНЫ КАЧКА
Длина барабана уплотнителя не является истинным показателем производительности уплотнителя. Скорее, важным показателем является эффективная ширина барабана (EDW). Разница между EDW и длиной барабана может быть значительной. Как правило, эти два измерения находятся в пределах 10 процентов. Несколько примеров на рис. 3 показывают эту взаимосвязь.
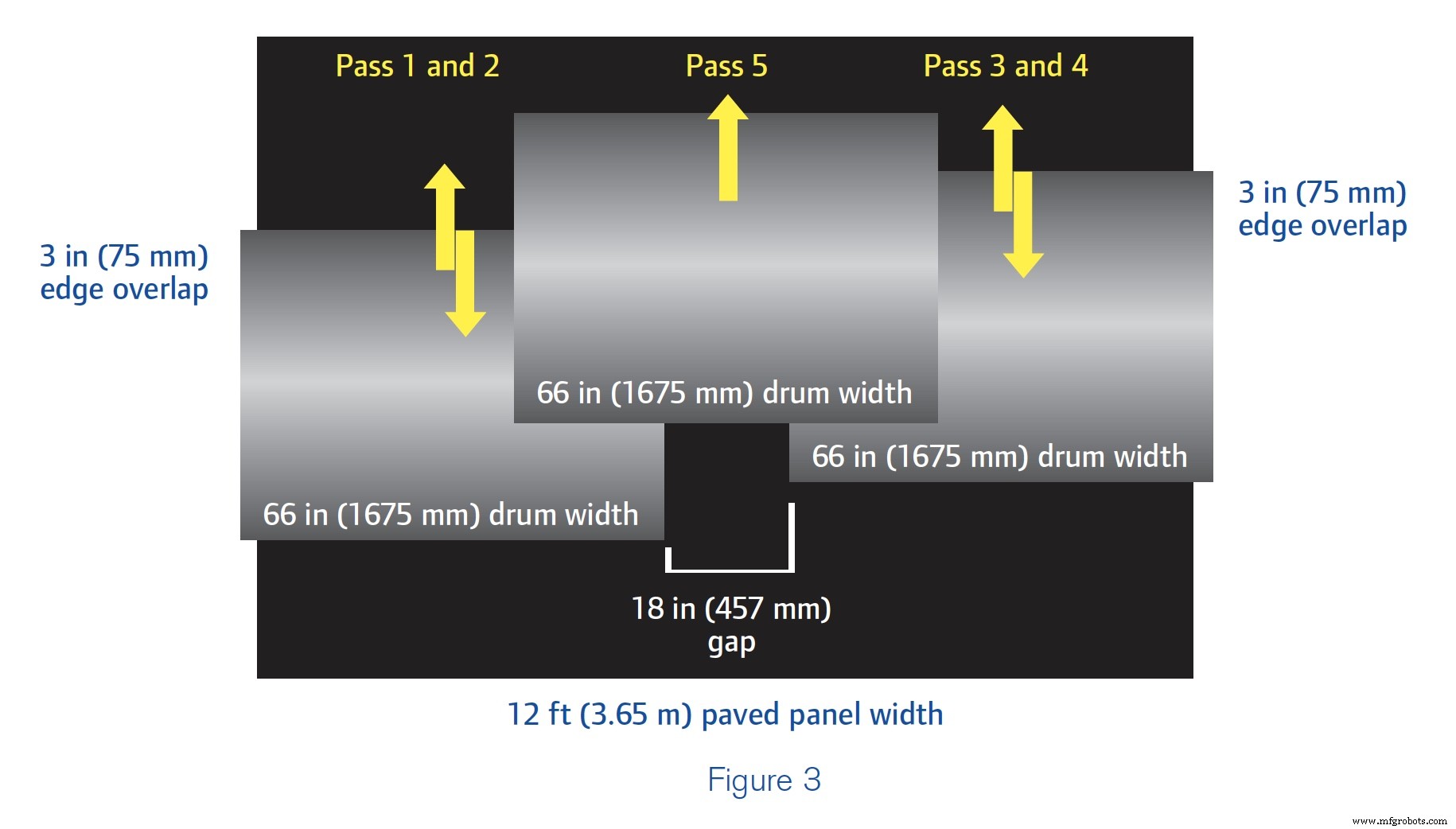
Ширина мощеной панели на рис. 3 требует трех проходов уплотнителя рядом друг с другом, чтобы обеспечить полное покрытие. К сожалению, даже самый лучший оператор не сможет добиться равномерной плотности дорожного покрытия при выполнении схемы прокатки, подобной показанной, поскольку силы уплотнения не распределяются равномерно по ширине панели. Пятый проход перекрывает поверхности дорожного покрытия, уплотненные в течение первых четырех проходов, но дает только один проход по средним 18 дюймам (457 миллиметров) панели. Это означает, что плотность будет самой низкой в центре, немного выше на внешних четвертях панели и самой высокой в секциях, где были сделаны три прохода барабана. Это не соответствует необходимым требованиям. Небольшая ширина прокатки также мешает оператору угнаться за асфальтоукладчиком.
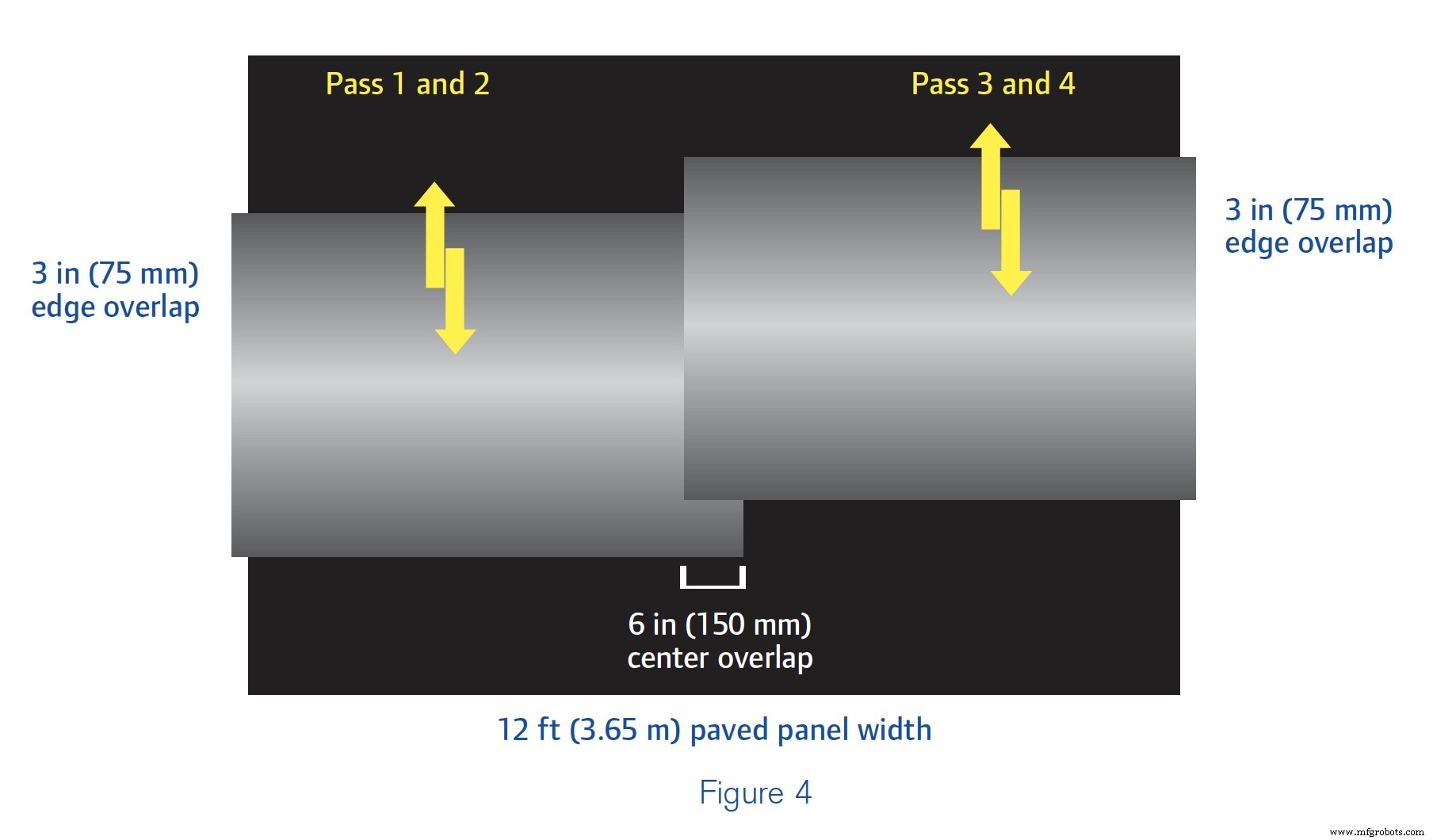
Обратите внимание, что на рис. 4 требуется всего два параллельных прохода, чтобы полностью покрыть панель той же ширины, что и на рис. 3. Это связано с тем, что уплотнитель имеет более широкий EDW. Хорошо обученный оператор уплотнителя с 78-дюймовыми (1980-миллиметровыми) вальцами может уплотнить панель с равномерным покрытием, за исключением точного центра, где параллельные проходы слегка перекрываются. Использование этого метода прокатки с разбивкой позволит добиться равномерной плотности по всей панели и поможет выполнить требования.
Также возможно иметь барабаны, которые слишком широки для панели. На рис. 5 вальцы катка имеют ширину 84 дюйма (2135 мм).
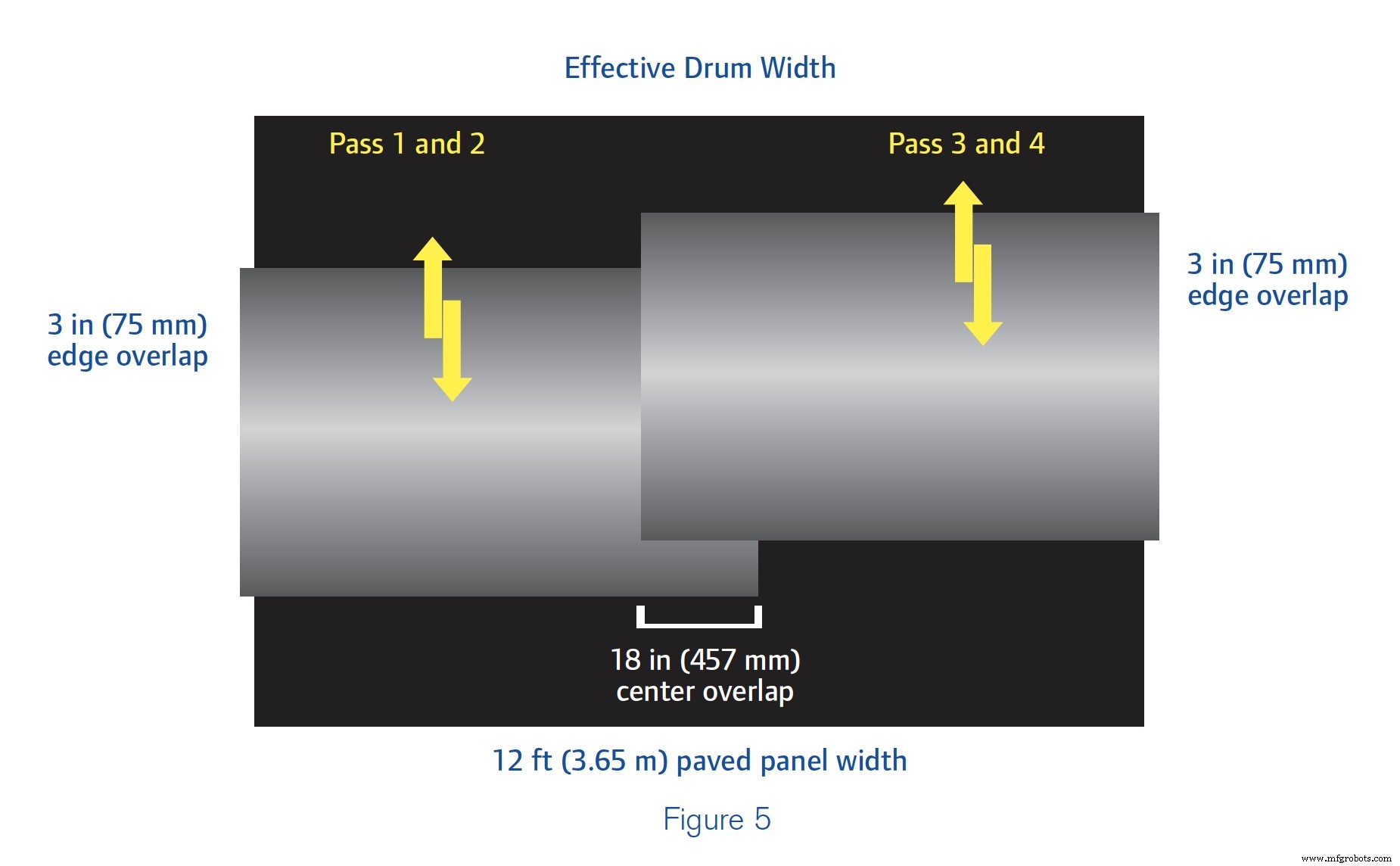
Центр панели получает в два раза большую силу уплотнения, чем внешние секции. Поскольку использовался каток с барабанами, слишком широкими для дорожного покрытия, результаты прокатки с разрывом не будут соответствовать требованиям. Кроме того, более крупный каток требует более высоких затрат на владение и эксплуатацию, поэтому окупаемость инвестиций для подрядчика снижается.
По этой причине почти все производители выпускают катки шоссейного класса с вальцами трех основных размеров:66, 78 и 84 дюйма (1675, 1980 и 2135 мм).
Основным вкладом катка в процесс укладки является способность достигать плотности. Выбор размера катка иногда зависит от того, что есть в парке подрядчика. Поскольку не отставать от асфальтоукладчика так же важно, как и добиваться равномерной плотности, внимание к выбору катка и схемам укатывания приносит пользу, особенно в достижении технических характеристик.
Узнайте больше об основах уплотнения асфальта.

Промышленное оборудование
- В чем разница между массовым и нестандартным производством?
- C Pass адреса и указатели
- Mar-Bal и EnterpriseIQ
- Автоматическая скользящая передняя бабка для швейцарского и серийного точения
- Что такое уплотнитель и как он используется в строительстве
- Что такое компактор и как выбрать правильный?
- Прототипирование и мелкосерийное производство методом литья под давлением
- Процесс горячей и холодной прокатки
- Как экологичное производство и дизайн могут повысить эффективность
- Забота о планете и бизнес-целях с экологически безопасным производством